Производственная безопасность
Содержание:
1) Общая характеристика стадии производства (технологического процесса),описание работы.
2) Вид рассматриваемого в проекте оборудования.Схемы,чертежи машин,устройств.
3) Анализ основных опасных мест и зон проектируемого оборудования, условия травмирования, характерные для данного оборудования.
4) Основные вредные и опасные факторы.
5) Средства защ
иты работающих от травмирования. Системы автоматики. Методы повышения травмобезопасности.
6) Рекомендуемые устройства для обеспечения электробезопасности.
7) Индивидуальное задание. Расчет защитного устройства с его детальным описанием
8) Основные требования безопасности при ремонте и эксплуатации проектируемого оборудования.
9) Организационные мероприятия и инструктажи. Выбор СИЗ,спецодежды. Мероприятия по охране труда.
10) Основные выводы и рекомендации, предложения.
2)Вид рассматриваемого в проекте оборудования
Классификация. Бесчелночные ткацкие станки с малогабаритными прокладчиками утка типа СТБ предназначены для выработки хлопчатобумажных, шерстяных, шелковых и льняных тканей. В зависимости от конструкции отдельных механизмов и по другим признакам они подразделяются на следующие группы:
узкие —с рабочей шириной 175 (180) см и 216 (220) см и широкие —с рабочей шириной 250, 330 и 360 см;
с одноцветным и многоцветным уточным прибором; число цветов или видов уточных нитей, которое одновременно можно перерабатывать на станках СТБ, равно 4—6;
эксцентриковые, кареточные и жаккардовые. На эксцентриковых станках этого вида можно вырабатывать ткани главных и многих видов мелкоузорчатых переплетений, имеющих раппорт по утку не более 8 нитей, с числом ремизок до 10. Установка кареточных зевообразовательных механизмов позволяет вырабатывать ткани с раппортом по утку до 300 и количеством ремизок до 18;
одно-, двух- и трехполотенные. На станках с шириной заправки по берду 175 (180) см вырабатывают ткани в одно полотно. На станках, имеющих рабочую ширину 216 (220) см и 250 см, возможна выработка одного и двух полотен ткани. Выпущена партия станков СТБ-220, предназначенных для выработки трех полотен для вафельных полотенец. Станки СТБ с шириной заправки по берду 330 см во всех отраслях текстильной промышленности используют как двух-и трехполотенные. На всех станках СТБ, >, кроме станка СТБ-175 (180) работают с двух навоев, а на данном станке — с одного. Один навой применяют иногда и на станках шириной 216 (220) и 250 см;
с углом начала боя 140 и 105° (положение главного вала в момент вылета прокладчика из уточной боевой коробки). Станки с шириной заправки по берду 175 (180) к 216 (220) см имеют угол боя, равный 140°, станки с шириной 250 и 330 см— 105°. На станках с одним углом начала боя все одноименные механизмы работают по общим цикловым диаграммам. Станки СТБ, серийно выпускаемые в настоящее время, предназначены в основном для выработки тканей средних по напряженности заправки.
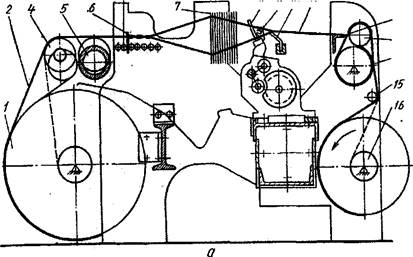
Процесс образования ткани на ткацких станках СТБ происходит аналогично образованию ее на челночных ткацких станках, изменен лишь способ введения уточной нити в зев.
Нити основы 2, сматываясь с навоя 1, огибают подвижное скало 4, проходят над подскальной трубой 5, через ламели основонаблюдателя 6, галева ремизок 7, зубья берда 8 и между зубьями направляющей гребенки батана 9. Благодаря подъему и опусканию ремизок нити основы образуют зев, в который малогабаритными прокладчиками утка вводится уточная нить. Проложенная нить прибивается к опушке ткани бердом 8. Образованная ткань 11, пройдя шпарутки и опору 10 ткани, огибает грудницу 12, вальян 14, прижимной валик 13 и отжимной валик 15 и наматывается на товарный валик 16.
При выработке тяжелых тканей схему заправки основы изменяют, для чего устанавливают дополнительное неподвижное скало. В этих станках прокладывание уточной нити в зев осуществляется малогабаритными прокладчиками (количество прокладчиков, участвующих в этом процессе, зависит от заправочной ширины станка), которые принципиально отличаются от обычных челноков, так как не несут в себе уточных паковок.
Станки СТБ имеют следующие основные механизмы, обеспечивающие технологический процесс ткачества.
Обетов состоит из двух чугунных рам, соединенных между собой коробчатой полой связью. Дополнительная связь, выполненная из двутаврового проката, жестко соединена с рамами станка и служит опорой для крепления пухосборочного желоба и среднего кронштейна навоев. Подскальная труба хомутами и кронштейнами прочно соединена с рамами и придает жесткость остову.
Привод передает движение от индивидуального электродвигателя главному валу станка и обеспечивает надежный останов станка. Передача движения осуществляется четырьмя клиновидными ремнями на два шкива. Привод состоит из механизма включения, механизма сцепления, тормоза и роликовой блокировки. Пуск и останов станка осуществляют пусковыми ручками со стороны грудницы и навоев. Останов можно производить кнопкой и от контрольного устройства.
Механизм отпуска и натяжения основы предназначен для регулирования натяжения основных нитей и подачи в зависимости от величины натяжения. На станке установлен регулятор натяжения негативного типа. Подача основы осуществляется автоматически. Регулирование натяжения производится подвижным скалом. В конструкцию регулятора включено дифференциальное устройство, автоматически выравнивающее натяжение основы на двух навоях.
Товарный регулятор предназначен для обеспечения в суровой ткани заданной плотности по утку и навивания ткани на товарный валик. Необходимая плотность по утку устанавливается подбором сменных шестерен определенного сочетания. Движение ткани создается вращением вальяна, поверхность которого может быть покрыта теркой, наждачной крошкой или резиной. Наработанную ткань снимают на ходу станка. Регулятор — позитивного типа.
Механизм зевообразования служит для образования зева и обеспечения выработки тканей различных переплетений. На станках можно устанавливать эксцентриковые (кулачковые) или кареточные зевообразовательные механизмы и жаккардовые машины. Кулачковые механизмы предназначены для выработки тканей главных и мелкоузорчатых переплетений с раппортом по утку до 8 и числом ремизок до 10. В данных механизмах ремизные рамы получают движение от эксцентриков определенного профиля, помещенных в масляную ванну. При использовании зевообразовательных кареток на станках могут вырабатываться ткани мелкоузорчатых переплетений с раппортом по утку до 300 нитей и числом ремизок до 14—18. Жаккардовые машины устанавливают при выработке тканей крупноузорчатых переплетений.
Механизм отыскивания (розыска) раза предназначен для отключения от станка зевообразовательного механизма и установления ремизок в положение раза, т. е. в положение, когда в открытом зеве будет расположена последняя уточная нить.
Другие рефераты на тему «Безопасность жизнедеятельности и охрана труда»:
Поиск рефератов
Последние рефераты раздела
- О средствах защиты органов дыхания от промышленных аэрозолей
- Обзор результатов производственных испытаний средств индивидуальной защиты органов дыхания (СИЗОД)
- О средствах индивидуальной защиты от пыли
- И маски любят счёт
- Правильное использование противогазов в профилактике профзаболеваний
- Снижение вредного воздействия загрязнённого воздуха на рабочих с помощью СИЗ органов дыхания
- О средствах индивидуальной защиты органов дыхания работающих