Ремонт агрегатов и систем транспортных средств фирмами-изготовителями
8. В здании ПК рекомендуется предусматривать несколько взаимно-перпендикулярных проездов, которые часто являются так же границами цехов и участков.
Изменение структуры основных производственных участков в зависимости от мощности предприятия
|
Элементы процесса | =90 >
I |
II |
III |
IV |
V |
VI |
VII | |||
|
Разборка а/м и агрегатов, мойка и к-ль сортировка деталей и комплектация |
Сборка, регулировка агрегатов, автомобилей, ремонт рамы и монтаж шин |
Сборка двигателей, КПП и ремонт базовых деталей |
Ремонт кузовов, кабин, оперения и радиаторов |
Ремонт электро-оборудования, топливного аппарата и тормозных систем |
Ремонт деталей |
Изготовление деталей | ||||
|
Мощность авторемонтных предприятий Nкр. |
До 1000 |
На всех участках производства – бесцеховая структура | ||||||||
|
2000 |
Цех разборочно-сборочный и кузовной |
Цех восстановления и изготовления деталей | ||||||||
|
4000 |
Разборочно-сборочный цех |
Кузовной цех |
Участок ремонта электро- оборудования |
Цех восстановления и изготовления деталей | ||||||
|
6000 |
Разборочно-комплектовочный цех |
Цех сборки агрегатов и а/м |
Участок сборки двигателей |
Кузовной цех |
Участок ремонта электро- оборудования |
Цех восстановления и изготовления деталей | ||||
|
8000 |
Разборочно-комплектовочный цех |
Цех сборки агрегатов и а/м |
Цех сборки дв-лей и КПП |
Кузовной цех |
Участок ремонта электро- оборудования |
Цех восстановления деталей |
Цех изготовления деталей | |||
|
10000 |
Разборочно-комплектовочный цех |
Цех сборки агрегатов и а/м |
Цех сборки дв-лей и КПП |
Кузовной цех |
Участок ремонта электро- оборудования |
Цех восстановления деталей |
Цех изготовления деталей | |||
Желательно все проезды делать сквозными. Один или два сквозных проезда должны быть расположены против выездных или въездных ворот. При такой компоновке производственные участки получают форму прямоугольников.
6.2 Нормы строительного проектирования
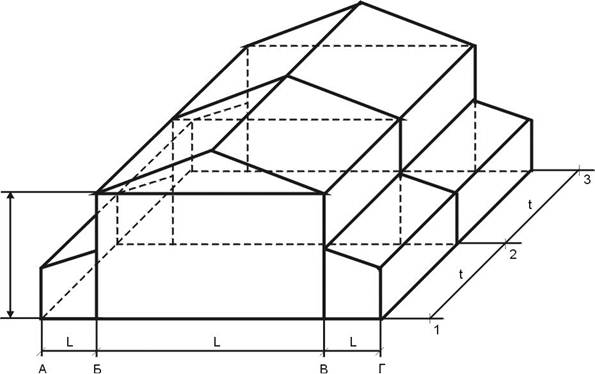
Рис.6.2. Общая компоновка производственного корпуса
Шагом колонны t называют расстояние между осями двух смежных колонн одного ряда в направлении, перпендикулярном пролету.
Шаг колонны по крайним или средним рядам следует назначать равным 6 и 12 с учетом технологических требований, за исключением следующих случаев:
- в зданиях с ж/б каркасом, пролетом 12м и высотой до 6м включительно, следует принимать шаг наружных колонн равным 6м;
- в зданиях без кранов, высотой 8,4м и более, оборудованных кранами, следует принимать шаг средних колонн равным 12м.
Пролетом здания L (рис.6.2) называют расстояние между продольными осями двух рядов колонн.
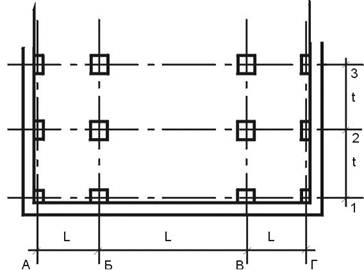
Рис.6.3. Сетка колонн
Размеры пролетов (по СниП 11-М-62):
- для зданий без мостовых кранов – 12, 18, и 24м;
- для зданий с мостовыми кранами – 18, 24, 30м и более, кратным 6м.
Допускается применять пролеты в 6 и 9м.
Если необходимо назначать шаг колонн более 12м, то его следует принимать кратным 6м.
Сетка колонн представляет собой прямоугольник, стороны которого кратным пролету и шагу колонн.
Размеры сетки колонн обозначают в м в виде произведения пролета на шаг колонн (например, 12х6).Таким образом, сетка колонн образуется осевыми линиями, проходящим через середины колонн в плане. Осевые линии в направлении шага обозначают цифрами, а в направлении пролета – буквами.
При проектировании следует принимать по возможности более крупную сетку колонн, т.к. она позволяет более рационально использовать производственную площадь, облегчает реконструкцию цехов при совершенствовании техпроцесса, создает возможности использования прогрессивных строительных конструкций, что снижает трудоемкость строительства.
Рациональной для АРЗ считается сетка: 18х12;18х6;12х6.
Высота помещения Н называется расстояние от уровня пола до низа несущих конструкций покрытия.
6.3 Общая схема производственного процесса ремонта автомобилей
Производственным процессом ремонта называется вся совокупность действий, осуществляемых с момента поступления объекта ремонта на предприятие до получения полностью отремонтированной продукции.
Организация производственного процесса предусматривает размещения цехов и участков производства, распределение процесса между отдельными цехами, участками и рабочими местами. Она находит выражение в пространстве и во времени:
- в пространстве – это построение производственной структуры предприятия и его планировка;
- во времени – это обеспечение между цехами, участками и рабочими местами пропорций по производительности и создание межоперационных заделов, обеспечивающих непрерывную ритмичную работу АРП.
Основной характеристикой эффективности производственного процесса ремонта является длительность производственного цикла – Тцп – это период времени от запуска автомобиля в ремонт до выхода его из ремонта:
k R
Тцп = ∑Тk + ∑Тr ;
k=1 r=1
где: Тk – длительность k-х видов ремонтных работ с учетом параллельности их выполнения;
Тr – длительность r- х перерывов в рабочее и нерабочее время.
Часть производственного цикла, непосредственно связанная с последовательным качественным изменением состояния объекта ремонта, называется технологическим циклом.
Другие рефераты на тему «Транспорт»:
- Безопасность труда и эксплуатации при ремонтных работах на водном транспорте
- Виды гидроусилителей
- Разработка и проектирование тормозной рычажной передачи 4-х осевого крытого вагона на тележках модели 18-100
- Устройство, снятие и разборка стартера
- Реконструкция медницко-радиаторного участка автосервиса
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск