Гидропередача УГП 750-1200
При ремонте деталей гидропередачи как в заводских, так и в деповских условиях наиболее рационально применять газопрессовую сварку в пластическом состоянии металла.
Сварка в пластическом состоянии обеспечивает высокое качество, так как в этом случае по месту сварки не возникает дефектов, связанных с переходом металла из твердой фазы в жидкую и обратно: усадочных, раковин, газовых пор, рыхлос
ти и трещин.
При газопрессовой сварке все параметры (величина осадки, усилие прессования, амплитуда колебания горелки, давление горючего газа и кислорода) легко управляемы и постоянно контролируются; длина свариваемой детали может быть легко выдержана, так как ее осадка может быть точно отрегулирована ввиду того, что производится безударно, на строго заданную величину. Положительным при газопрессовой сварке является и то, что процесс ведется под защитой газового пламени регулируемого состава.
Газопрессовая стыковая сварка в пластическом состоянии металла является наиболее приемлемой для сварки валов и других деталей гидропередачи, изготовленных из легированных сталей, так как дает соединение высокого качества, не требует сложного дорогостоящего оборудования и материалов.
Метод газопрессовой сварки в пластическом состоянии металла заключается в соединении свариваемых частей, нагретых в месте их стыкования до 1150–1200°С (для стали) и подвергаемых постоянному сдавливанию.
Подготовленные к сварке два стержня зажимают в захватах станка, центрируют и усилием Р, передаваемым подвижным захватом, сжимают друг с другом. После этого место стыка нагревают пламенем газокислородной многопламенной горелки, в патрубки которой К и А подают кислород и горючий газ. Для равномерного нагрева свариваемых частей и предотвращения оплавления поверхности металла горелку приводят в колебательное движение. Чтобы не допускать перегрева горелки, через патрубки В подводят и отводят охлаждающую воду.
При нагреве металла до пластического состояния концы свариваемых частей под действием сил Р осаживаются, в месте сварного стыка появляется утолщение. Процесс продолжается до тех пор, пока осадка под действием силы Р не достигнет заданной величины.
В гидравлических передачах тепловозов наиболее металлоемкими деталями, изготовляемыми из легированных сталей, являются валы. Вместе с тем они, имея круглое сечение, являются наиболее технологичными для восстановления или изготовления вновь с помощью газопрессовой сварки.
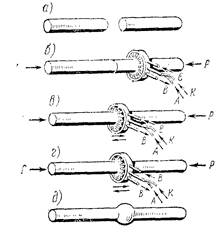
Схема газопрессовой сварки
Для экономии дорогостоящих легированных сталей большое значение может иметь применение газопрессовой сварки не только для восстановления изношенных деталей, но и для изготовления новых деталей из разнородных сталей. Например, шлицевые валы гидропередачи изготовляют из сталей 38ХС и 45ХН для того, чтобы обеспечить более высокую долговечность быстро изнашиваемой шлицевой части вала. В то же время остальная часть вала, как правило, работает в менее напряженных условиях и может быть выполнена из простой углеродистой стали.
Для обеспечения высококачественного соединения свариваемых частей при газопрессовой сварке необходимо строгое соблюдение режима сварки, который характеризуется мощностью пламени и амплитудой колебания горелки, усилием прессования, величиной осадки. Температура при газопрессовой сварке является одним из важнейших факторов, влияющих на механические свойства металла и его пластичность. В зависимости от температуры нагрева свариваемого металла идут процессы диффузии, аллотропические превращения, изменения величин зерна, окислительно-восстановительные и другие процессы и явления, влияющие на качество сварки. Температура нагрева зависит от мощности пламени горелки, которая подбирается таким образом, чтобы процесс сварки шел быстро, но без перегрева поверхностных слоев металла, с обеспечением равномерного нагрева металла по всему сечению свариваемого изделия.
Важную роль в обеспечении качества сварного соединения играет давление прессования. Давление обеспечивает плотное прилегание стыкуемых поверхностей, разрушает пленки окислов и загрязнений, вызывает пластическую деформацию, в процессе которой происходит рекристаллизация в зоне сварки. Рекристаллизация ведет к образованию новых кристаллов, что является основой механизма свариваемых частей.
Давление прессования существенно влияет на процессы адгезии (схватывания) и диффузии, имеющие место при газопрессовой сварке в пластическом состоянии. Обеспечивая плотное прилегание стыкуемых поверхностей, оно препятствует образованию и росту микропор, создает лучшие условия для роста зерна и улучшает процесс схватывания.
Однако повышение давления прессования вызывает увеличение деформации кристаллической решетки стыкуемых участков металла и тем самым препятствует процессам диффузии, замедляет их. Чрезмерное повышение давления вызывает ускоренную деформацию, при этом сварка завершается в момент, когда металл еще не нагрет до нужной температуры, что ведет к низкому качеству сварного соединения.
Повышение температуры и увеличение давления прессования создают предпосылки для усиления деформации металла, а величина амплитуды колебания горелки влияет на величину объема разогреваемого до пластического состояния металла и степень равномерности прогрева металла по всему свариваемому сечению. Объем нагретого металла определяет объем деформируемого при осадке металла и должен быть выбран таким, чтобы при сварке не получилось продольного изгиба свариваемых деталей, что может быть при больших амплитудах. При малой амплитуде колебания горелки внутренние слои металла не нагреются до нужной температуры и сварка не произойдет. Нагрев металла не должен быть слишком сосредоточенным, что зависит от мощности горелки и амплитуды колебания.
Нагрев и деформация в малом объеме могут вызвать не провар ввиду того, что нагретый до пластического состояния металл будет как бы выдавлен усилием прессования до соприкосновения с непрогретым до нужной температуры металлом. При высокой температуре и малом объеме нагретого металла деформация происходит так, что вызывает резкий поворот волокон. В таком случае механические свойства металла в месте стыка снижаются. На степень поворота волокон прокатки также влияет деформация металла, зависящая от величины осадки, которая является одним из основных параметров в технологии газопрессовой сварки и наряду с температурой и удельным давлением прессования определяет качество сварного соединения.
Механические свойства прокатанных и кованых сталей поперек волокон значительно ниже, нежели вдоль волокон. Поэтому деформация металла свариваемых изделий в зоне осадки должна быть такой, чтобы не допустить резкого поворота (искривления) волокон прокатки по отношению к продольной оси изделия. Это обстоятельство должно учитываться при выборе величины осадки свариваемого изделия, амплитуды колебания горелки.
Однако чрезмерное увеличение объема нагретого до пластического состояния металла также нежелательно, так как при этом увеличивается зона термического влияния, продолжительность сварки, снижается производительность, растет расход газов.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск