Гидропередача УГП 750-1200
Дышла и прочие детали дышлового механизма в процессе изготовления подвергают чистовой обработке. Сами дышла даже полируются, чтобы можно было легко заметить повреждения, которые могут возникнуть во время работы дышлового механизма, испытывающего высокие нагрузки. Поэтому с дышел при эксплуатации тепловоза должна быть удалена вся консервирующая окраска и весь механизм необходимо ежедневно начист
о протирать и тщательно осматривать. При осмотре следует обращать внимание на наличие трещин, натертых мест и других повреждений на деталях механизма, а также на плотность посадки шарнирных валиков. В случае ослабления валиков их необходимо подтянуть. Пылезащитные колпачки должны быть плотно притянуты болтами и стопорная проволока этих болтов не должна иметь повреждений. При обрыве этой проволоки ее надлежит немедленно заменить.
Регулярно надо проверять зазоры между пальцами и плавающими втулками и между плавающими и стальными запрессованными втулками; диаметральный зазор не должен превышать 3 мм. По мере износа буксовых направляющих расстояние между центрами отбойного вала и третьей колесной пары уменьшается, вследствие чего появляется необходимость в уменьшении длины ведущего дышла. Это достигается поворотом эксцентриковой втулки в задней головке ведущего дышла. Для уменьшения длины дышла необходимо вывернуть болты, крепящие втулку, и повернуть последнюю на одно или несколько отверстий в зависимости от степени износа накладок, а затем снова закрепить втулку болтами.
Плавающие втулки следует ежедневно смазывать твердой смазкой ЖД‑1 (50Д) ТУ МПС 3609–02–431–51. Смазку запрессовывают во втулку при помощи винтового пресса до появления ее избытка из зазоров между втулкой и пальцем. В холодное время года и при незначительной загрузке тепловоза рекомендуется смазывать плавающие втулки более мягкими смазками (типа солидола).
Критериями нормальной работы букс являются отсутствие шума в буксе и нормальная температура, поэтому контроль за этими показателями должен быть постоянным. Появление шума в буксе может быть вызвано неправильной регулировкой подшипников, загрязнением смазки посторонними предметами и повреждением или разрушением деталей внутри буксы. При всех случаях ненормального шума необходимо прекратить работу тепловоза и направить его в депо для выкатки и ревизии буксы, в которой обнаружен шум. Нормальной температурой для буксы на работающем тепловозе является температура, превышающая температуру окружающей среды не более чем на 30° С, но не выше 80° С.
Чрезмерный нагрев подшипников может быть вызван:
недостатком смазки в буксе. В этом случае необходимо добавить в буксу 200–250 см3 смазки;
переполнением буксы смазкой. В этом случае может наблюдаться выдавливание смазки через лабиринтовое уплотнение. Для устранения переполнения необходимо вывернуть клапанную масленку снизу буксы и погонять тепловоз по деповским путям, не допуская нагрева буксы свыше 90° С. При этом излишек смазки должен выдавиться через отверстие в нижней части буксы;
загрязнением смазки;
неправильной регулировкой подшипников. В двух последних случаях необходима разборка буксы, промывка ее и регулировка подшипников.
Смену смазки в буксе следует производить при подъемочном ремонте, но не реже чем через полтора года работы тепловоза. При отсутствии каких-либо признаков ненормальной работы добавлять смазку в буксы категорически воспрещается.
Смазку буксовых направляющих надлежит производить по мере расхода смазки путем заливки последней в ванны на верхней части корпуса буксы. Направляющие смазывают осевым маслом (ГОСТ 610–48): летом – марки Л, зимой – марки 3.
3. Износ и поломки механизма реверса деталей
Виды износа деталей. На деталях гидропередач можно наблюдать следующие виды износа: абразивный, коррозионный, осповидный, тепловой и контактное схватывание.
Абразивный износ является результатом попадания абразивных частиц вместе с маслом и воздухом на трущиеся поверхности. Кроме того, в процессе трения металла происходит упругое и пластическое деформирование микронеровностей поверхности детали, в результате чего происходит изменение размеров трущихся деталей.
Коррозионный износ появляется в результате диффузии кислорода из воздуха, воды и кислот в металл. При этом на поверхности деталей появляются шероховатость и отслоения. Такой износ появляется как у трущихся, так и у неподвижных деталей.
Осповидный износ появляется в результате действия на металл больших удельных контактных напряжений. Он характеризуется образованием микротрещин с последующим выкрашиванием металла на контактной поверхности.
Тепловой износ является следствием воздействия на металл высокой температуры и выражается образованием трещин и подплавлением металла.
Контактное схватывание происходит вследствие непосредственного соприкосновения трущихся деталей при разрыве масляной пленки. Он характеризуется появлением на поверхности детали задиров и сколов металла.
Очистка деталей и частей гидропередач. Большая часть деталей гидропередач покрыта отложениями, содержащими минеральные масла. Мойка, очистка и обезжиривание их производятся в моечных машинах и ваннах.
Гидропередачу перед разборкой подвергают наружной мойке для удаления слоя масла и старой краски в моечной машине конвейерного типа трехпроцентным раствором каустической соды, нагретым до 80–95° С, который подается под давлением 5 кгс/см2 в душевой отсек машины, а затем чистой горячей водой для удаления с поверхностей щелочного раствора.
Таким же способом очищают все детали гидропередачи, исключая выполненные из алюминия и его сплавов.
Очистку деталей гидропередачи наиболее эффективно производить в моечной машине высокого давления. В такой машине сочетается механическое воздействие напорных струй (давление струй высоконапорного контура 50–60 кгс/см2, температуры 80–90° С) души-рующей системы на загрязненные поверхности деталей с химическим воздействием на них раствора каустической соды.
Удаление масляной и жировой пленок, оставшихся на поверхностях деталей после обмывки горячей водой высокого давления, предусмотрено во втором контуре путем обмывки поверхностей однопроцентным раствором каустической соды при температуре 80–£0° С и давлении 5 кгс/см2.
Окончательная очистка поверхности производится снова струями горячей воды высоконапорного контура туширующей системы.
Очищаемые детали в машине перемещаются на тележке со скоростью 0,5 и 8 м/мин. Вода и раствор подогреваются паром давлением 7,5 кгс/см2.
Мойка и очистка деталей из алюминия и его сплавов производятся в моечной машине раствором кальцинированной соды и фосфорнокислого натрия при температуре 80–90° С под давлением 8 – 9 кгс/см2, окончательная очистка – струями горячей воды под давлением 17 – 19 кгс/см2.
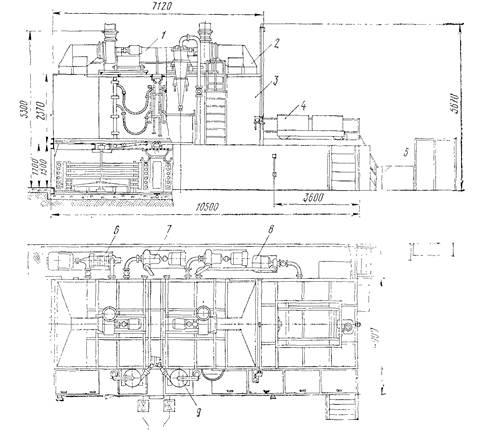
Машина для мойки узлов гидропередачи

Подшипники качения промывают отдельно от других деталей. Отдельные подшипники можно промывать 2–4-процентной смесью легкого минерального масла с бензином с помощью жесткой волосяной щетки. Крупные партии подшипников целесообразно очищать в специальных моечных машинах типа 235-1Б ПКБ ЦТ горячим водным раствором, содержащим 4–5% смазки УС (жирового солидола) любой марки и 2% осветительного керосина. Промывка подшипников в растворе такого состава предохраняет его от коррозии благодаря наличию в моечном растворе натриевого мыла, содержащегося в смазке УС.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск