ТО и ремонт газобаллонного оборудования
(рис. 10) с дозирующими шайбами, снимают крышку 3, извлекают пружину 4 экономайзера и мембрану 5, снимают со штока клапана замочную шайбу 6, вынимают клапан 10 экономайзера и пружину 8 клапана. Снятые детали моют, дефектуют и ремонтируют.
Основными неисправностями корпуса редуктора, которые подлежат устранению, являются повреждение резьбы отверстий и прилегающих плоскостей. Резьбовые о
тверстия восстанавливают нарезанием резьбы большего размера или постановкой втулок. При ремонте резьбовых отверстий способом увеличения размера резьбы соответственно новому размеру изготовляют шпильки, резьбовые штуцера и т. п.
Повреждения плоскостей прилегания (риски, забоины) устраняют шабрением поверхностей. При обломе ушек под оси рычажков, связывающих клапан и мембрану в первой и второй ступенях, а также при появлении трещин корпус редуктора бракуют.
Негерметичность пары клапан — седло в первой и второй ступенях редуктора устраняют обработкой поверхностей седел и ремонтом клапанов. Повреждения рабочих кромок седел удаляют зачисткой или подрезкой их торца. В клапанах переворачивают или заменяют поврежденные детали вставки. При заедании клапанов зачищают трущиеся поверхности клапанов, а также оси вращения рычажка.
Негерметичкость вакуумных полостей разгрузочного и эконо-майзерного устройств является следствием нарушения целостности или повреждения прилегающих поверхностей. Такие повреждения устраняют шабрением, а поврежденные мембраны заменяют. Мембраны изготовляют по чертежам или образцам из прорезиненной маслобензостойкой ткани толщиной 0,35 мм.
После ремонта редуктор собирают в обратной последовательности. При этом проверяют все подвижные соединения, которые должны перемещаться легко без заеданий. При установке мембран обращают внимание на правильное расположение отверстий для болтов и стержня штока. При прижатии мембран не должно образовываться складок и загибов.
В процессе сборки первой ступени редуктора при необходимости регулируют положение рычажка 5 (см. рис. 2) винтом 3 и контргайкой 4 до момента, когда плечо рычажка 5 займет горизонтальное положение при полностью закрытом клапане.
После сборки газовый редуктор испытывают на стенде (рис. 11). Стенд позволяет произвести проверки и регулировки I и II ступеней редуктора, разгрузочного и экономайзерного устройств. Для проведения работ редуктор 1 закрепляют на стенде посредством пневматического приспособления. Проверка работоспособности систем редуктора осуществляется сжатым воздухом с давлением 1,6 МПа и разрежением до 665 Па, создаваемым диаф-рагменной камерой. Входящее давление воздуха и давление в I ступени редуктора контролируются манометрами 2 и 3. Для замера разрежения во время испытаний используют вакуумметр 4 и пьезометр 5.
В I ступени регулируют величину давления газа, проверяют быстроту наполнения камеры и герметичность соединений. Во II ступени регулируют ход клапана, его герметичность и момент открытия.
Отремонтированные зкономайзерные устройства проверяют на герметичность. При проверке создают разрежение под мембранами не менее 265 Па. Падение вакуума в течение 3 мин не допускается. Кроме того, в экономайзерном устройстве проверяют момент открытия клапана, а в разгрузочном — минимальное разрежение, нейтрализующее усилие конической пружины.
Клапан экономайзера должен открываться при разрежении под
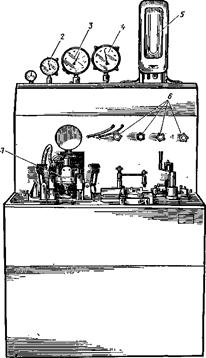
Рис. 11. Стенд для испытания газового редуктора:
1 — газовый редуктор, 2—манометр высокого давления, 3 —
манометр низкого давления, 4 — вакууметр, 5 — пьезометр.6 — вентили управления
мембраной 165+15 Па. Разрежение, нейтрализующее усилие конической пружины разгрузочного устройства, должно составлять 105—135 Па. При несоответствии устройств заданным параметрам пружины тарируют на специальном приборе . Длину пружины замеряют по шкале, нанесенной на стержне. Причем при установке втулки без пружины риска должна совпадать с нулевой отметкой шкалы.
При определении длины пружины в свободном состоянии на стержень прибора надевают только пружину. При замере длины пружины под нагрузкой на втулку надевают тарировочный груз. Полученные при замере данные сравнивают с параметрами пружины (табл. 2) и в случае несоответствия их пружину бракуют.
Таблица 2. Параметры пружин экономайзерного и разгрузочного устройств
|
Параметр |
Пружина | ||
|
мембраны экономайаера |
клапана экономайаера |
разгрузочного устройства | |
|
Полное число витков Рабочее число витков Длина пружины, мм: в свободном состоянии под нагрузкой Масса груза, кг |
9 7 29 20 255±8 |
5 3 14,5 7 280±330 |
4 2 140 10 750±5 |
Ремонт испарителя, фильтра, смесителя и предохранительного клапана
В испарителе газа основными неисправностями, появляющимися в процессе эксплуатации, являются засорение газовых клапанов, негерметичность но плоскости разъема, поры, раковины и трещины в корпусе.
Засорение газовых каналов устраняют при разборке испарителя. Негерметичность по плоскости разъема может возникнуть вследствие повреждения прокладки или плоскости прилегания (заусенцы, забоины и т. п.). При ремонте испарителя прокладку заменяют, а повреждения плоскости разъема исправляют шабрением. Раковины и трещины устраняют заваркой алюминием. Мелкие поры заделывают чеканкой или пропиткой корпусов бакелитовым лаком.
Перед пропиткой газовых каналов бакелитовым лаком испаритель собирают, на выходной штуцер устанавливают заглушку и нагревают его до температуры 80—100°С. Затем через входной штуцер полость заполняют нагретым до такой же температуры бакелитовым лаком и подают воздух под давлением 1,6 МПа.
После непродолжительного времени (около одной минуты) давление снимают, лак из полости выливают и испаритель просушивают до полного высыхания пленки лака. Отремонтированный таким образом испаритель подвергают на стенде (рис. 12) пневматическим испытаниям на герметичность, конструкция стенда позволяет проверить отдельно в ванне с водой герметичность газовой и водяной полостей испарителя. Подъем и опускание ванны с водой и крепление испарителя осуществляется с помощью пневматической системы.
Проверяют сначала газовую полость под давлением воздуха 1,6 МПа, затем водяную —под давлением воздуха 0,15 МПа. Проверка каждой полости производится в течение 2 мин. Контроль параметров производится по манометрам 2 и 3 и реле времени 4, установленными на панели приборов стенда.
В магистральных газовых фильтрах чаще всего выходит из строя фильтрующий элемент и нарушается герметичность соединений. Для устранения этих неисправностей фильтр снимают и разбирают. При разборке (рис. 13) вывертывают болт 1, снимают колпак 2 и вынимают фильтрующий элемент 4. Затем все эти детали промывают и проверяют их техническое состояние. Негерметичность по плоскости разъема фильтра устраняют заменой прокладки или шлифованием плоскостей разъема корпуса и колпака. Фильтрующий элемент при необходимости заменяют. Отремонтированный фильтр проверяют на стенде (рис. 14) на герметичность в ванне 4 с водой давлением воздуха в 1,6 МПа в течение 3 мин.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск