Проектирование зоны диагностики АТП
Метод специализированных постов находит все большее распространение в АТП, т.к. позволяет максимально механизировать трудоемкие процессы ремонта. Снизить потребность в однотипном оборудовании, улучшить условия труда, использовать менее квалифицированных исполнителей, повысить качество ремонта и производительность труда.
Для контроля состояния автомобиля, его отвозят в зону диагностики, к
оторый в зависимости от мощности ремонтной базы АТП состоит из следующих отделений:
-проверка тормозных качеств
-проверка угла регулировки фар
-проверка угла регулировки колес и так далее.
Для диагностики тормозных качеств, пользуются стационарными стендами, с беговыми дорожкам. При этом автомобиль наезжает колесами на беговые дорожки, и осуществляется проверка.
4.3. Схема и описание технологического процесса на объекте
проектирования.
 |
|
|
|
![]()
![]()
 |  |
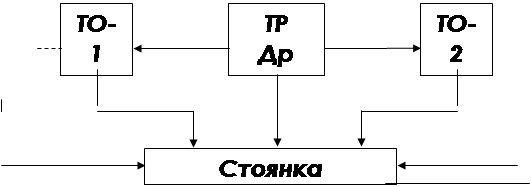 |
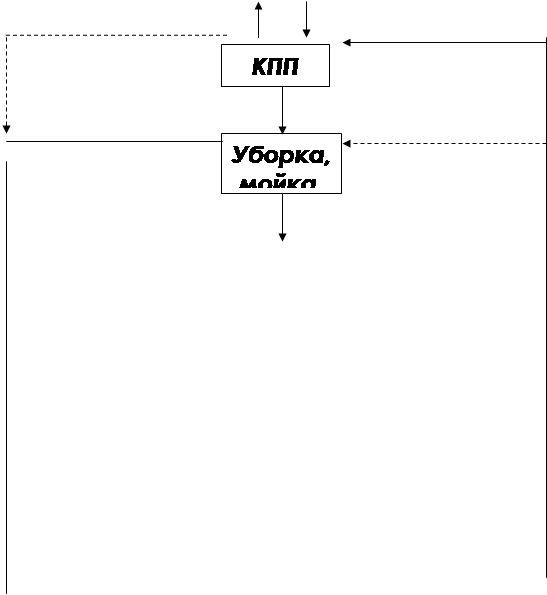
Рисунок 3.Схема технологического процесса на объекте проектирования.
Описание технологического процесса на объекте проектирования: автомобили заезжающие на АТП в первую очередь проезжают через контрольно пропускной пункт, на котором производится осмотр состояния автомобиля после рабочей смены, воротным механиком .Он дает заключение о состоянии автомобиля; затем, в зависимости от состояния, автомобиль либо на прямую направляется на место организованной стоянки, либо на мойку; после мойки, автомобиль направляется
опять же на стоянку, либо в зону ожидания для последующего прохождения ТО-1, ТО-2,ТР; для облегчения и ускорения процесса прохождения ТО-1 и ТО-2 организованна диагностика, соответственно Д-1 и Д-2; после установления состояния автомобиля, он либо направляется на место стоянки либо, при неудовлетворительном состоянии, в ТО-1, ТО-2 соответственно; после прохождения автомобилем ТО-1 он может быть вновь направлен на Д-1, для подтверждения исправности; с ТР, автомобиль может быть направлен в ТО-1, ТО-2 и на место стоянки; с места стоянки, автомобиль направляется либо сразу на КПП и затем на линию, либо при его несоответствии этическим нормам после прохождения ТО-1, ТО-2, ТР ( то есть, произошло замасливание и т.д.), автомобиль направляется вновь на мойку. Таким образом на проектируемом АТП, осуществляется контроль и подержание передвижного состава, в исправном, чистом состоянии.
4.4 Выбор режима работы производственных подразделений АТП
Работа производственных подразделений, занятых в АТЦ текущим ремонтом, должна быть согласована с режимом работы автомобилей на линии. При выборе режима работы производственных подразделений должны быть установлены следующие показатели:
- количество рабочих дней в году - 250;
- сменность работ - 1 смена;
- время начала работы – 7 00 ч;
- время окончания работы – 16 00 ч.
Рисунок 3. Совмещённый график работы производственных подразделений АТП и автомобилей на линии:
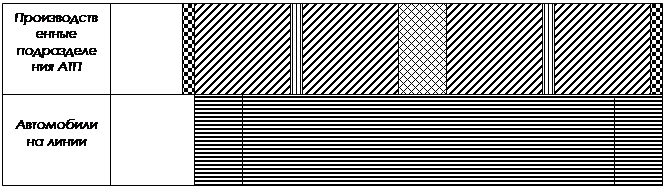 7:00 9:00 9:15 11:00 12:00 14:00 14:15 16
7:00 9:00 9:15 11:00 12:00 14:00 14:15 16
![]() - рабочее время производственных подразделений АТП
- рабочее время производственных подразделений АТП
- время работы автомобилей на линии
- время на переодевание (15 мин.)
- время на перерывы
- перерыв на обед
4.5 Определение количества исполнителей на объекте
проектирования.
Технологические необходимые (явочная) число рабочих (РТ) определяется по следующей формуле:
![]() (13 ,страница 23) (36)
(13 ,страница 23) (36)
![]() – годовая трудоёмкость проектированного производственного участка.
– годовая трудоёмкость проектированного производственного участка.
Другие рефераты на тему «Транспорт»:
- Экономический расчет деятельности транспортного предприятия
- Марки бензина, дизельного топлива, масел, консистентных смазок, применяемых в хозяйстве
- Пути реформирования железнодорожного транспорта России
- Разработка технологического процесса ремонта топливного насоса высокого давления автомобиля КамАЗ-5320 и приспособления для опрессовки плунжерных пар
- Перевозка чая в ящиках
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск