Увеличение грузооборота порта путем внедрения новой конструкции спредера крана
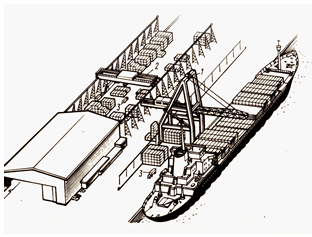
Рис. 19. Перегрузочный комплекс с мостовыми кранами: 1 - причальный перегружатель, 2 - мостовой кран, 3 - тягачи с полуприцепами
Схема с использованием универсальных фронтальных и боковых погрузчиков, оборудованных контейнерными захватами, применяется при небольших грузопотоках (до 50 тыс. TEU в год). В этом случае наиб
олее часто используются фронтальные погрузчики, которые могут укладывать контейнеры в 4 яруса в двух - или многорядные блоки. Главное преимущество схемы - эксплуатационная гибкость, особенно при наличии двухрядного блока, требующего минимума перестановок при выборке любого контейнера. Погрузчик может формировать и разбирать штабель, загружать и разгружать платформы и автотранспорт, транспортировать контейнеры, а также работать с другими грузами.
К недостаткам схемы относится сложность работы погрузчика между опорами перегружателя, в связи, с чем перевозка контейнеров к морскому фронту и обратно часто выполняется тягачами с полуприцепами. Для работы фронтального погрузчика требуется очень тяжелое покрытие, кроме того, он использует площадь хуже, чем портальный. В случае укладки экспортных контейнеров в двухрядный блок в 3 яруса, импортных - в полтора и при равном их количестве в грузопотоке на 1 га размещается 275 TEU. Грузоподъемник погрузчика подвержен частым поломкам при перевозке контейнеров. Потребность в производственном персонале - 26 чел. на два причальных перегружателя.
В этой схеме часто используются тяжелые универсальные краны, приспособленные или оборудованные для перегрузки контейнеров.
Анализ статистических данных работы 262 перегрузочных комплексов в портах всех континентов позволил оценить распространение технологических схем (по состоянию на 2003 г) и некоторые их показатели. Более 46% обследованных комплексов, полностью или частично используют козловые краны на пневмоходу и мостовые перегружатели, 30% - портальные и 23,6% - вилочные погрузчики. Около трети всех комплексов располагают территорией для складирования, составляющей 10 тыс. TEU и более. При этом на 44% комплексов имеет место двухъярусное и на 46,6% - трехъярусное штабелирование.
Далее, в приложении 1представлен сравнительный анализ, описанных выше схем механизации контейнеров. Следует подчеркнуть, что на Западном районе ОАО "НМТП" применяется схема механизации с использованием портальных перегружателей и тягачей с полуприцепами.
2.2 Характеристика технологической схемы перевалки контейнеров ОАО "НМТП" и требования безопасности при перегрузке контейнеров
Основным технологическим документом, регламентирующим процесс погрузки или разгрузки контейнеров, является рабочая технологическая карта. РТК - предназначена для описания необходимых операций при погрузочно-разгрузочных работах. Она отражает различные варианты работ (вагон - судно, склад - судно, судно - вагон, вагон - склад - судно, судно - склад и другие), характеристики груза (удельно погрузочный объем, масса одного грузового места, длина, ширина, диаметр наружный и внешний), подъемно-транспортное оборудование, показатели технологического процесса (технологические схемы, класс груза, расстановка рабочих по технологическим операциям, расстановка машин, производительность линии) и непосредственно описание погрузочно-разгрузочного процесса (это описание может включать судовую, вагонную, складскую и другие операции, а также раздел о безопасности труда и окружающей среды).
РТК составляется на основе типовых способов и приемов обработки грузов, требований безопасности при проведении ПРР, в соответствии с утвержденными правилами, и других документов, Заверяется генеральным директором ОАО "HMTП", начальниками грузовых районов, коммерческого отдела, отдела механизации, подразделения по охране природы, помощником начальника ОАО "НМТП" по технике безопасности и отделом труда и заработной платы. Показатели технологического процесса перегрузки контейнеров приведены в таблице 19.
Таблица 19
Показатели технологического процесса
|
Технологи-ческая схема |
Расстановка (рабочих/машин) по технологической схеме |
Производительность технологи-ческой линии, TEU/смену | |||||
|
Автотранс-портная или вагонная |
Внутрипорто-вая транспортная |
Склад-ская |
Кор-донная и переда-точная |
Судовая |
Всего | ||
|
Палуба- кр (спредер) - Т(Р-Т) - АП - ск и обратно |
- |
1/1 |
1/1 |
4/1 |
2/- |
8/3 |
61 |
Помимо сводной таблицы по показателям технологического процесса, в Рабочей Технологической Карте перегрузки указываются следующие характеристики: длина, ширина, высота, масса груза (см. табл. 20)
Таблица 20
Краткая характеристика груза
|
Характеристика груза |
Значение |
|
Длина, мм |
6058 (20 фут); 12192 (40 фут) |
|
Ширина, мм |
2438 |
|
Высота, мм |
2438 - 2591 |
|
Масса, кг |
до 30000 |
Вышеуказанные данные показывают, что производительность технологической линии по данной схеме составляет 61 TEU за одну смену, а одна смена составляет 8 часов.
Данная технологическая схема перевалки контейнеров предусматривает использование следующего перегрузочного оборудования, грузозахватных приспособлений и инвентаря (см. табл.21):
Таблица 21
Подъемно транспортное оборудование
|
Наименование |
Грузоподъемность, т |
Количество по номеру технологической схемы |
|
Портальный кран |
10 - 40 |
1 |
|
Кран "Готвальд" |
63 |
1 |
|
Спредер |
20 - 30 |
1 |
|
Автопогрузчик со спредером (ричстакер) |
40 |
По потребности |
|
Погрузчик с двухвилочным захватом |
10 - 25 |
1 |
|
Грузозахват для контейнеров |
10 - 30 |
По потребности |
|
Тягач |
1 | |
|
Ролл-трейлер |
3 | |
|
Инструмент и приспособления |
По потребности |
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск