Ремонт двигателя. Стук двигателя. Стук глухого тона. Частота стука возрастает с увеличением оборотов
Содержание
Техническое задание
Введение
1. Структура и свойство коленчатого вала
2. Диагностика и ремонт коренных подшипников
2.1 Разборка коленчатого вала
2.2 Вал коленчатый – ремонт
2.3 Сборка коленчатого вала
2.4 Регулировка частоты вращения коленвала с контролером СО
3. Технологическая карта сборки
4. Инструменты и оборудование
Правила техники безопасности
Список использованной литературы
Введение
В процессе работы в двигателе могут появиться различные стуки, причины которых определяются по характерным признакам.
Стук коренных подшипников коленчатого вала — глухого тона и соответствует по интенсивности частоте вращения коленчатого вала. Стук шатунных подшипников более резкий, хорошо прослушивается при работе на малых оборотах и усиливается при их увеличении. Место стука легко определяется последовательным отключением цилиндров из работы (отключением свечей зажигания) — стук пропадает при отключении цилиндра, соответствующего изношенному шатунному подшипнику. Стук поршней — приглушенный, незвонкий вызывается биением поршня в цилиндре. Лучше прослушивается на малых оборотах под нагрузкой и на холодном двигателе. Стук поршневых пальцев резкий, двойной, металлический. На двигателях современных автомобилей встречается довольно редко.
Детонация, ошибочно называемая в обиходе стуком пальцев из-за похожих признаков, на самом деле никакого отношения к стуку пальцев не имеет. Причины детонации: использование низкооктанового бензина, слишком раннее зажигание, образование значительного слоя нагара на поверхности камер сгорания, днищах поршней и головках клапанов, перегрев двигателя. При детонации резко возрастает износ деталей двигателя вплоть до их разрушения. Стук клапанов — звонкий, характерный, металлический, с равномерными интервалами; частота его вдвое меньше частоты вращения коленчатого вала. Рассмотренные выше стуки (за исключением детонации и стука клапанов), как правило, наблюдаются у автомобилей, имеющих значительный срок службы и пробег. Они свидетельствуют о необходимости проведения довольно серьезного ремонта двигателя, выполнение которого возможно лишь в условиях мастерской или станции технического обслуживания.
1. Структура и свойства коленчатого вала
Коленчатый вал работает в очень сложных и тяжелых условиях. Он испытывает значительные усилия давления газов, передающиеся шатунно-поршневым механизмом, от сил инерции поступательно и вращательно движущихся масс, а также усилия моменты, возникающие вследствие крутильных колебаний.
Учитывая сложность изготовления большую трудоемкость при замене коленчатых валов, к материалу и качеству их изготовления предъявляют высокие требования. Коленчатые валы дизелей изготовляют из стали ковкой или штамповкой либо из высоко-прочного чугуна путем отливки. Стальные валы более надежны в эксплуатации, но трудоемки в изготовлении.
Изготовление коленчатых валов литьем позволяет с наименьшими затратами получить наиболее приемлемую форму щек кривошипов и более рациональное распределение металла за счет выполнения коренных и шатунных шеек пустотелыми, что уменьшает массу валов при сохранении относительно высокой прочности. Для повышения прочности вала на изгиб галтели шеек вала специально упрочняют накаткой роликами.
Для уменьшения массы вала в шатунных шейках высверлены каналы. Коренные шейки сплошные. Для подвода масла от коренных шеек к шатунным выполнены наклонные каналы 9 с вставленными в них трубками. На заднем конце вала имеется фланец для присоединения к якорю генератора. Два отверстия во фланце с резьбой служат для рассоединения коленчатого вала и якоря генератора отжимными болтами.
2. Диагностика и ремонт коренных подшипников
2.1 Разборка коленчатого вала
· Застопорить маховик коленвала фиксатором 67.7820-9526 (рис. 1).
· Снять шкив коленвала (ключ кольцевой 17x19 ГОСТ 2906-80).
· Снять ремень привода распредвала согласно ТИ 3100.25100.20100.
· Снять натяжитель (ключ гаечный 13x17 ГОСТ 2839-80).
· Снять зубчатый шкив коленвала со шпонкой (отвертка комбинированная 2101-3901132).
· Снять заднюю защитную крышку плоскозубчатого ремня и водяной насос (ключ торцовый 10 мм. 67.7812-9521).
· Снять маховик, фиксатор 67.7820-9526 и переднюю крышку картера сцепления (ключ кольцевой 17 ГОСТ 2906-80).
· Снять держатель заднего сальника коленвала (ключ торцовый 10 мм. 67.7812-9521).
· Снять крышки коренных подшипников с вкладышами (головка на 17 из набор № 2 ТУ 2-035-662-79).
· Снять коленвал, упорные полукольца и вкладыши.
2.2 Вал коленчатый – ремонт
Внимание:
Коленвал должен быть чистым.
Контроль и сортировку произвести по ТИ 3100.25100.40102
· Шлифование коренных шеек.
· Подготовить к работе станок типа ЗА 423 согласно инструкции по его эксплуатации.
· Установить:
- в шпиндели станка центры 7032-0115 ГОСТ 2575-79;
- на коленчатый вал фланец 67.7125.9500/3 и поводок;
- в центры станка коленчатый вал;
- люнет.
· Замерить в двух плоскостях коренные, шатунные шейки и определить ремонтный размер (микрометр МК 50-1, МК 75-1 ГОСТ 6507-78).
· Прошлифовать коренные шейки коленчатого вала под ближайший ремонтный размер, рис.1 (шлифовальный круг типа 24А40НС 16 А5 ГОСТ 2424-75, микрометр МК 50-1 или МК 75-1 ГОСТ 6507-78, индикатор ИЧ-10 ГОСТ 577-68, люнет и стойка для индикатора из комплекта оснастки станка).
При соприкосновении шлифовального круга с шейкой включить подачу охлаждающей жидкости.
Режим шлифования:
обороты коленвала - 1,03с-1 (62 об/мин);
обороты шлифовального круга 13-13,8с-1 (780-830 об/мин).
Внимание. Правку шлифовального круга производить алмазным карандашом марки C1-1 ГОСТ 607-80Е.
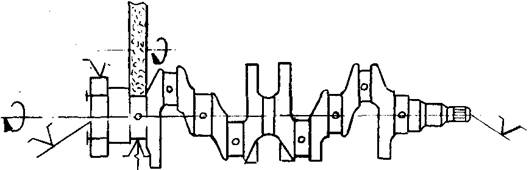
Рисунок 1
· Отполировать коренные шейки коленвала - рис.2 (алмазная паста типа Ам 40/28 НВ ГОСТ 25593-83Е или абразивная лента 41.2792.4008).
Режим полирования:
- обороты коленвала 1,03 с-1 (62 об/мин).
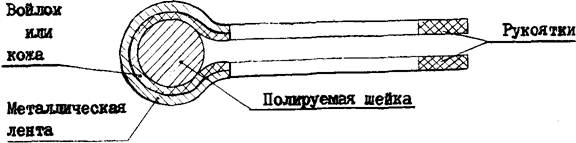
Рисунок 2
· Снять коленвал со станка.
· Шлифование шатунных шеек.
· Переместить центросместители станка на радиус кривошипа:
- для коленвала 2101 - на(33+0,06) мм;
- для коленвала 2103 - на(40+0,06) мм.
· Установить на коленвал дополнительную втулку 67.7125.9500/1.
2.3. Установить коленвал в патроны станка и выставить 1 и 4 шатунные шейки - рис.3 (индикатор ИЧ-10 ГОСТ 577-68).
Биение шатунных шеек в плоскости А-А не более 0,06 мм, а в плоскости В-В не более половины припуска на обработку.
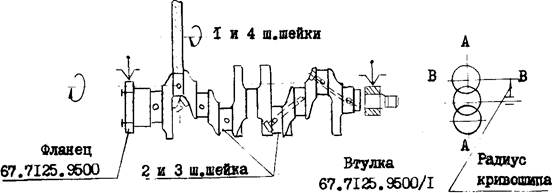
Рисунок 3
· Шлифовать 1 и 4 шатунные шейки коленвала под ближайший ремонтный размер.
Режим шлифования, инструмент и требования по обработке согласно п.1.4.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск