Разработка технологического процесса сборки и монтажа блока стробоскопа

Рисунок 1.7 Система лазерной маркировки LMS-9000
Однако, стробоскоп небольшой и недорогой прибор, поэтому для его маркировки нет необходимости использования сложных и дорогостоящих систем.
Для снижения количества брака при проведении сборочно-монтажных работ необходимо предусмотреть после проведения наиболее
сложных и ответственных операций (автоматизированная установка и пайка ЭРЭ) проведение контрольных операций. Контроль может быть как автоматизированным (системы технического зрения), так и визуальным. В данном случае ввиду невысокой плотности монтажа и использования интегральной микросхемы с небольшим числом выводов достаточным будет использование визуального контроля.
Технология монтажа в отверстия (Through Hole Technology, THT), также называемая иногда штырьковым монтажом, является родоначальником подавляющего большинства современных технологических процессов сборки электронных модулей. Фактически данная технология появилась вместе с началом использования монтажных плат, как метода выполнения электрических соединений. До этого монтаж компонентов осуществлялся пространственно путем крепления выводов компонентов к металлическим контактам на конструктивных элементах устройства, либо соединением выводов компонентов между собой. Применение монтажных плат перенесло конструирование узлов из пространства на плоскость, что значительно упростило как процесс разработки конструкций, так и изготовление устройств. Появление печатного монтажа в дальнейшем привело к революции в технологичности и автоматизации проектирования электронных устройств. Технология монтажа в отверстия, как следует из названия, представляет собой метод монтажа компонентов на печатную плату, при котором выводы компонентов устанавливаются в сквозные отверстия платы и припаиваются к контактным площадкам и/или металлизированной внутренней поверхности отверстия.
В настоящее время технология монтажа в отверстия уступает свои позиции более прогрессивной технологии поверхностного монтажа, в особенности, в массовом и крупносерийном производстве, бытовой электронике, вычислительной технике, телекоммуникациях, портативных устройствах и других областях, где требуется высокая технологичность, миниатюризация изделий и хорошие слабосигнальные характеристики. Тем не менее, есть области электроники, где технология монтажа в отверстия по сей день является доминирующей. Это, прежде всего, силовые устройства, блоки питания, высоковольтные схемы мониторов и других устройств, а также области, в которых из-за повышенных требований к надежности большую роль играют традиции, доверие проверенному, например, авиационная техника, автоматика АЭС и т.п.
Также данная технология активно применяется в условиях единичного и мелкосерийного многономенклатурного производства, где из-за частой смены выпускаемых моделей автоматизация процессов неактуальна. Существует неоднозначное отношение к надежности электролитических конденсаторов для поверхностного монтажа, а их танталовые аналоги достаточно дороги, поэтому часто на платах среди поверхностного монтажа можно встретить штыревые алюминиевые электролитические конденсаторы. Все это обуславливает необходимость применения технологии смешанного монтажа (одновременного наличия на ПП SMT- и THT-компонентов). Технология установки THT-компонентов относительно проста, хорошо отработана, допускает ручные и автоматизированные методы сборки, хорошо обеспечена сборочным оборудованием и технологическим оснащением.
Установка ТНТ-компонентов осуществляется с применением специальных монтажных автоматов, автоматизированных рабочих мест (АРМ) либо полностью вручную.
Многие монтажные автоматы одновременно обладают функцией секвенсеров, т.е. могут работать непосредственно из первичных лент без необходимости подготовки программной ленты. Следует отметить, что на современном рынке, наряду с выпускавшимся в 90-е г.г. оборудованием для выводного монтажа (различные модели автоматов Dynapert, Panasert, Amistar, Universal Instruments и пр.), присутствуют современные модели различных производителей, уделяющих существенное внимание развитию технологии автоматизированного монтажа в отверстия. Многие опции автоматов, ранее доступные лишь для SMT-монтажа, стали неотъемлемой частью современного сборочного оборудования для THT-технологии. Следящие приводы перемещений по координатным осям, управление с помощью ПК, загрузка питателей без остановки работы, контроль правильности подачи ЭК, одновременная сборка более чем одной ПП, автоматическая загрузка/выгрузка ПП, коррекция погрешностей проводящего рисунка ПП, автоматическая смена захватных устройств – все это доступно в настоящее время и для штырькового монтажа. Применяются системы технического зрения для оптической коррекции положения ЭК и считывания реперных знаков. Сборочные головки автоматов оснащены преимущественно механическими захватами с сервоприводом. Стандартные углы поворота ЭК кратны 90°, однако, как правило, существует возможность оснащения автомата сборочной головкой со свободным углом поворота. Ряд автоматов обладает способностью устанавливать на ПП проволочные перемычки (jumpers), нарезая их непосредственно перед монтажом из непрерывного прутка.
Паспортная производительность современного монтажного оборудования достигает 20000–60000 электронных компонентов/час при уровне ошибок монтажа 100–200 ppm (для простых ЭК). Производительность при монтаже ЭК сложной формы может быть меньше на порядок. Основными параметрами оборудования, помимо перечисленных выше, являются геометрические характеристики ЭК и ПП, которые подлежат установке:
− диапазон либо дискретный набор расстояний между выводами (рядами выводов);
− максимальный диаметр и высота ЭК (в зависимости от его типа – с осевыми либо радиальными выводами);
− диапазон диаметров выводов;
− диапазон габаритных размеров ПП.
Для оснащения автоматов монтажа THT-компонентов используются загрузочные устройства (питатели) следующих основных типов:
− ленточные для ЭК с радиальными и осевыми выводами – предназначены для пошаговой подачи ЭРЭ, вклеенных в ленту; лента может быть намотана на бобину (Tape and Reel) или упакована в "магазин"-коробку (Ammo Pack);
− из трубчатых кассет для ИС в DIP-корпусе, компонентов сложной формы – с наклонным транспортным лотком и горизонтальные (для ЭК, которые не скользят свободно по наклонному лотку вследствие своих конструктивных особенностей – массы, формы корпуса либо выступающих острых выводов);
− вибробункерные для подачи различных ЭК из россыпи с возможностью их одновременной ориентации перед захватом;
− матричные (сотовые) для ЭК сложной формы – из матричных поддонов, магазинов. [12]
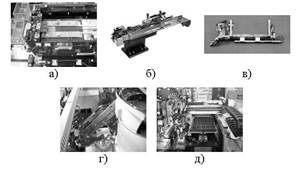
Рисунок 1.8 Примеры питателей для THT-компонентов: а) с осевыми выводами; б) с радиальными выводами; в) из трубчатых кассет; г) вибробункерный; д) из матричных поддонов.
Другие рефераты на тему «Коммуникации, связь и радиоэлектроника»:
- Система глобального позиционирования
- Измерение параметров и характеристик сверхвысокочастотных линий связи и их компонентов
- Цифровые вычислительные устройства и микропроцессоры приборных комплексов
- Индикация модулей базовой мобильной станции Ericsson RS4000
- Исследование однополупериодного выпрямителя
Поиск рефератов
Последние рефераты раздела
- Микроконтроллер системы управления
- Разработка алгоритмического и программного обеспечения стандарта IEEE 1500 для тестирования гибкой автоматизированной системы в пакете кристаллов
- Разработка базы данных для информатизации деятельности предприятия малого бизнеса Delphi 7.0
- Разработка детектора высокочастотного излучения
- Разработка микропроцессорного устройства для проверки и диагностики двигателя внутреннего сгорания автомобиля
- Разработка микшерного пульта
- Математические основы теории систем