Анализ технологии изготовления модуля сопряжения цифрового мультиметра с компьютером
1 Технологическая характеристика модуля сопряжения как объекта автоматизированной сборки и монтажа
Модуль сопряжения цифрового мультиметра с компьютером удовлетворяет следующим требованиям:
- радиоэлектронный модуль является функционально законченным и его изготовление, а также электрический контроль, можно организовать на специализированном участке;
- все электрорадиоэлеме
нты со штырьковыми выводами располагаются на печатной плате только с одной стороны для обеспечения возможности применения групповой пайки окунанием платы;
- число вариантов формовки выводов электрорадиоэлементов ограниченно: для элементов с цилиндрическими корпусами и осевыми выводами применяется П-образная формовка и установка на печатной плате без зазора, для конденсаторов и транзисторов применяется I-образная формовка, для элементов в корпусах DIP типа формовка не производится;
- конструкция модуля исключает применение прокладок между элементами и печатной платой, экранов и изоляционных трубок на корпусах и выводах элементов;
- конструкция модуля исключает применение дополнительных креплений элементов на печатную плату.
2 Технологическая характеристика модуля сопряжения как объекта автоматизированной сборки и монтажа
Типовой технологический процесс разрабатывается для изготовления в конкретных производственных условиях типового представителя группы изделий, обладающих общими конструктивно-технологическими признаками. К типовому представителю группы изделий относятся изделие, обработка которого требует наибольшего количества основных и вспомогательных операций, характерных для изделий, входящих в эту группу. Типовой технологический процесс может применяться как рабочий технологический процесс или как информационная основа при разработке рабочего технологического процесса. Он уменьшает объём технологической документации без ущерба содержащейся в ней информации, создаёт возможность разработки групповых приспособлений и средств автоматизации, исключает грубых ошибок в нормировании материальных и трудовых затрат.
При разработке рабочего технологического процесса использован типовой технологический процесс, который состоит из следующей последовательности действий:
а) входной контроль электрорадиоэлементов;
б) лужение печатной платы;
в) промывка;
г) подготовка электрорадиоэлементов к монтажу;
д) установка элементов на плату;
е) флюсование;
ж) пайка узла;
з) контроль пайки;
и) ручная допайка;
к) промывка;
л) доустановка элементов на плату;
м) ручная допайка;
н) контроль функционирования.
|
|
|
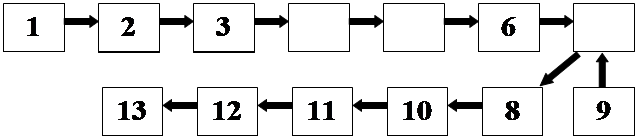
1 - входной контроль электрорадиоэлементов; 2 – лужение печатной платы; 3 – промывка; 4 – подготовка элементов к монтажу; 5 – установка элементов на плату; 6- флюсование; 7 - пайка узла; 8 – контроль пайки; 9 – ручная допайка; 10 – промывка; 11 – доустановка элементов на плату; 12 – ручная допайка; 13 – контроль функционирования.
Рисунок 1.1 – Схема типового технологического процесса
3 Расчет показателей технологичности конструкции
Отраслевой стандарт ОСТ 4 ГО.091.219 предусматривает выбор состава базовых показателей. В число выбираемых должны включаться показатели, оказывающие наибольшее влияние на технологичность конструкции блоков.
Основным показателем, служащим для оценки технологичности конструкции, является комплексный показатель технологичности ![]() , определяемый с помощью базовых показателей по формуле (1.1)
, определяемый с помощью базовых показателей по формуле (1.1)
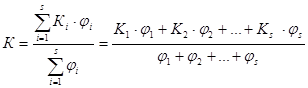 , (1.1)
, (1.1)
где: ![]() - значение базового показателя;
- значение базового показателя;
![]() - функция, нормирующая весовую значимость показателя;
- функция, нормирующая весовую значимость показателя;
![]() - порядковый номер показателя;
- порядковый номер показателя;
![]() - общее количество относительных частных показателей.
- общее количество относительных частных показателей.
В качестве базовых показателей технологичности выбираем показатели, приведенные в таблице 1.1.
Таблица 1.1 – Базовые показатели технологичности
|
Порядковый номер в ранжировочной последовательности |
Коэффициент |
Обозначение |
|
|
1 |
Использования микросхем и микросборок в блоке |
|
1,000 |
|
2 |
Автоматизации и механизации монтажа |
|
1,000 |
|
3 |
Механизации подготовки ЭРЭ |
|
0,750 |
|
4 |
Механизации контроля и настройки |
|
0,500 |
|
5 |
Повторяемости ЭРЭ |
|
0,310 |
|
6 |
Применяемости ЭРЭ |
|
0,187 |
|
7 |
Прогрессивности формообразования деталей |
|
0,110 |
Другие рефераты на тему «Коммуникации, связь и радиоэлектроника»:
Поиск рефератов
Последние рефераты раздела
- Микроконтроллер системы управления
- Разработка алгоритмического и программного обеспечения стандарта IEEE 1500 для тестирования гибкой автоматизированной системы в пакете кристаллов
- Разработка базы данных для информатизации деятельности предприятия малого бизнеса Delphi 7.0
- Разработка детектора высокочастотного излучения
- Разработка микропроцессорного устройства для проверки и диагностики двигателя внутреннего сгорания автомобиля
- Разработка микшерного пульта
- Математические основы теории систем