Организация технического ремонта рулевого управления легкового автомобиля ВАЗ 2110
Для ТО-2
 (2.49)
(2.49)
2.3.4 Определение такта поста
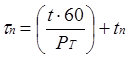 , (2.50)
, (2.50)
где t – трудоемкость одного обслуживания, выполненно
го на посту;
Рт –количество рабочих, одновременно работающих на Посту;
tn – время по перемещению автомобиля.
Принимаем: tn=2 мин. (Табл., 215 [3])
2.3.4.1 Определение такта поста для ТО-1
 (2.51)
(2.51)
Принимаем: Р1Т=1чел. (Табл. 215 [3])
2.3.4.2 Определение такта поста для ТО-2
 (2.52)
(2.52)
Принимаем: Р2Т=2чел (Табл. 215 [3])
2.3.5 Определение количества тупиковых постов
Для ТО-1
 (2.53)
(2.53)
Принимаем: Х1 = 1пост.
Для ТО-2
 , (2.54)
, (2.54)
где η – коэффициент использования рабочего времени поста для дополнительных работ
Принимаем: η = 0,85 (Табл. 215 [3])
Принимаем: Х2 = 1 пост.
2.3.6 Определение количества постов для ТР
 , (2.55)
, (2.55)
где Тi – суммарная трудоемкость крепежно-регулировочных, разборочно-сборочных работ, выполняемых на постах ТР, чел-ч;
С – количество смен работы;
ТСМ – продолжительность работы смены, ч.;
РСР – среднее число рабочих на посту ТР;
φ – коэффициент, учитывающий неравномерность поступления автомобилей в зону ремонта;
ηn – коэффициент использования рабочего времени поста.
Принимаем: РСР = 2 чел. (Табл. 221 [3])
φ = 1,3 (Табл. 221 [3])
ηn = 0,8 (Табл. 221 [3])
![]() (2.56)
(2.56)
![]() ,
,
где К – коэффициент, учитывающий распределение трудоемкости ТР по видам работ.
Принимаем: К = 30%
 ,
,
где ХТР = 2 пост.
2.4 Выбор и обоснование метода организации технологического процесса ТО и ТР
Организация текущего ремонта подвижного состава является одной из наиболее актуальных задач АТО. Простои автомобилей в ремонте и ожидании его очень высоки, вследствие чего до 25% автомобильного парка ежедневно не выпускается на линию. Следовательно, важнейшей задачей организации ремонта является снижение времени простоя автомобилей в ТР и его ожидании. Кроме того, дополнительным условием своевременного выполнения ТР является наличие на складах АТО фонда оборонных агрегатов, узлов и механизмов, а также необходимых материалов, деталей и приборов. Технологический процесс представляет собой совокупность операций, выполняемых планомерно и последовательно во времени и пространстве над автомобилем (агрегатом). Технологический процесс ТО и ТР – это часть производственного процесса, состоящая из подсистем предметов труда, производственно технической базы, исполнителей, осуществляющих процесс и управляющих им, и документации для изменения состояния предметов труда в данных условиях производства в соответствии с требованиями нормативно – технической документации.
Технологический процесс ТО и его организация определяются количеством постов и мест, необходимых для выполнения производственной программы, технологическими особенностями каждого вида воздействия, возможностью распределения общего объёма работ по постам с соответствующей их специализацией и механизацией. В зависимости от числа постов, между которыми распределяется комплекс работ данного вида обслуживания, различают два метода организации работ: на универсальных и на специализированных постах. Метод ТО автомобилей на универсальных постах заключается в выполнении всех работ вида ТО (кроме УМР) на одном посту группой исполнителей, состоящей из рабочих всех специальностей (слесарей, смазчиков, электриков) или рабочих – универсалов, где исполнители выполняют свою часть работ в определенной технологической последовательности. При данном методе организации технологического процесса посты могут быть тупиковые и проездные.
Тупиковые посты в большинстве случаев используются при ТО – 1 и ТО – 2. Проездные – преимущественно при ЕО.
Сутью метода ТО автомобилей на специализированных постах является распределение объёма работ данного вида ТО по нескольким постам. Посты, рабочие и оборудование на них специализируются с учетом однородности работ и рациональной их совместимости. Метод специализированных постов может быть поточным и операционно-постовым.
2.5 Распределение рабочих по постам специальности, квалификации и рабочим местам
Одним из путей повышения производительности труда и снижением простоев автомобилей в ТО и ТР является рациональная организация рабочих мест. Рабочее место – это зона трудовой деятельности, оснащенная необходимыми средствами и предметами труда, размещенными в определенном порядке. Существует три метода организации труда рабочих:
- Метод специализированных бригад;
- метод комплексных бригад;
- агрегатно-участковый метод.
Метод специализированных бригад предусматривает формирование производственных подразделений по признаку их технической специализации по видам технических воздействий.
Метод комплексных бригад предусматривает формирование производственных подразделений по признаку их предметной специализации, т.е закрепление за бригадой определенной группы автомобилей, по которым они проводят работы. Сущность агрегатно-участкового метода состоит в том, что все работы по ТО и ремонту подвижного состава распределяются между производственными участками, отвечающими за выполнение всех работ ТО и ТР одного или нескольких агрегатов, по всем автомобилям. Количество рабочих мест на посту определяется объёмом и характеристикой работ, габаритными размерами автомобилей и устройством поста. На посту ТР рулевого управления легкового автомобиля ВАЗ 2110работает звено слесарей в составе трёх человек.
2.6 Подбор технологического оборудования
|
№ п/п |
Наименование, оборудование, тип, модель оборудования, оснастки |
количество |
Техническая характеристика |
|
1 |
Верстак слесарный на одно рабочее место ОРГ-1468-01-060А |
2 |
1200C800 мм |
|
2 |
Кран-балка |
1 |
3т, 4,5 кВТ |
|
3 |
Шкаф для хранения инструментов ОРГ 1603 |
2 |
1600C360 мм |
|
4 |
Ёмкость для слива воды |
1 |
720C520 мм |
|
5 |
Ларь для обтирочных материалов |
1 |
450C700 мм |
|
6 |
Тестер люфтов в сочленениях рулевого управления и подвески автомобилей с нагрузкой на ось до 4т |
1 |
720C640 мм |
|
7 |
Прибор для проверки и регулировки света фар в соответствии с требованиями ГОСТ Р 517-09-2001 |
1 |
680C600 мм, 1,5В |
|
8 |
Подъёмник ПЗ-Т СП |
2 |
3200C4200 мм, 2C2,2 кТВ |
|
9 |
Устройство для удаления отработавших газов |
1 |
1,5 кВТ |
|
10 |
Тележка с подъёмной платформой |
2 |
960C520 мм |
|
11 |
Компрессор К-12 |
1 |
1000C470 мм, 2,2 кВТ, 220В |
|
12 |
Маслосборник |
1 |
720C560 мм |
|
13 |
Передвижной пневматический солидолонагнетатель |
1 |
470C540, 40 МПа |
|
14 |
Маслораздатчик для заправки моторным и трансмиссионным маслом |
1 |
570C760 мм |
|
15 |
Ванна для мойки деталей |
1 |
1000C520 мм |
|
16 |
Станок для обдирочно-шлифовальных работ |
1 |
520680мм, 1500 об/мин, 380 В, 2,2 кВТ |
|
17 |
Стеллаж, 5 полок |
4 |
300C1000 мм |
|
18 |
Тележка инструментальная |
2 |
760C480 мм |
|
19 |
Ларь для ветоши |
2 |
800C520 мм |
|
20 |
Пресс реечный ОКС 918 |
1 |
480C280 мм |
|
21 |
Ящик для неисправных деталей |
1 |
1240C520 мм |
Другие рефераты на тему «Транспорт»:
- Механизмы государственного регулирования общественного транспорта
- Расчет производственно-технической инфраструктуры СТО
- Проект сервисного центра по обслуживанию автовладельцев Московского р-на г. СПб. Разработка услуги по абонементному обслуживанию
- Ремонт шины
- Безопасность труда и эксплуатации при ремонтных работах на водном транспорте
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск