Организация технического ремонта рулевого управления легкового автомобиля ВАЗ 2110
• для контроля зазоров механизма рулевого управления — приборы К-52612.40012.20012.000 и К-5243.6003.5003.400;
• для контроля работы гидроусилителя рулевого колеса — переносной прибор К-405 (смотреть рисунок 5 а) или передвижной стенд К-465М (смотреть рисунок 1.5 б).
Тройник устанавливают между насосом и шлангом высокого давления, идущего к золотнику. Температура масла должна быть в пре
делах 65—75 °С. Пускают двигатель на режиме холостого хода и, открыв вентиль приспособления, поворачивают рулевое колесо до упора (чтобы был полностью открыт золотниковый механизм) в любую сторону с усилием не менее 98 Н.
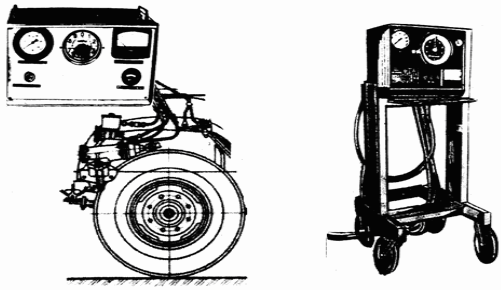
а) б)
Переносной прибор — К-405 (а) и передвижной стенд — К-465М (б)
Рисунок 1.5 - Прибор для проверки гидроусилителя рулевого колеса.
Диагностика рулевого управления сводится к прослушиванию стуков при повороте рулевого колеса, замеру величины свободного хода и усилия, затрачиваемого для поворота рулевого колеса. Указанные замеры выполняют с использованием приборов К-402 или К-187 (смотреть рисунок 1.6). Для определения суммарного люфта рулевого управления передние колеса устанавливают в положение прямолинейного движения, закрепляют на ободе рулевого колеса. Динамометр со шкалой, а на рулевой колонке — стрелку прибора. Прикладывая к прибору (или быстро поворачивая) обод рулевого колеса в обе стороны с усилием 7, 35 Н, определяют люфт рулевого управления, т. е. нерабочий ход рулевого колеса. Суммарный люфт в рулевом управлении для легковых автомобилей не должен превышать 10°.
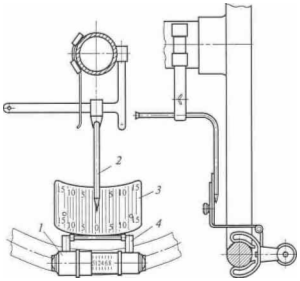
1 — динамометр; 2 — стрелка, закрепляемая на рулевой колонке; 3 — шкала люфтомера; 4 — зажимы для крепления на рулевом колесе.
Рисунок 1.6 - Прибор К-187 для проверки рулевого управления.
Регулировка зазора в зацеплении шестерня—рейка осуществляется путем поджатия рейки к шестерне на автомобиле ВАЗ-2110. Необходимо затянуть гайку упора с моментом 11 .13 Н* м до беззазорного состояния упора и рейки и затем отпустить гайку упора на два деления (24°), чтобы обеспечить зазор до 0, 12 мм между гайкой и упором рейки, необходимый для компенсации теплового расширения и неточности изготовления деталей.
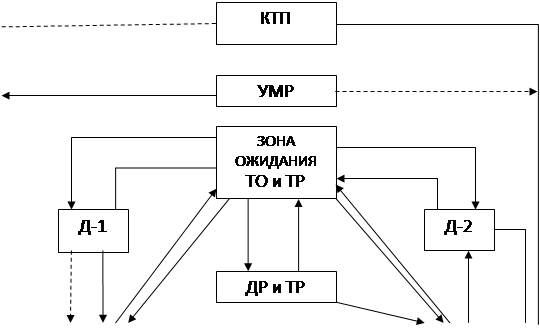
3.1 Схема технологического процесса
Принципиальная схема технологического процесса ТО и ТР для АТО.
![]()
![]()
![]()
![]()
|
|
 |  |
![]()

КТП – контрольно–технический пункт;
УМР – зона уборочно-моечных работ;
Д – 1, Д – 2 – посты диагностики;
ДР – выполнение диагностики при ремонте;
![]() основной путь движения автомобиля через производственные участки;
основной путь движения автомобиля через производственные участки;
![]() - возможный путь движения.
- возможный путь движения.
По прибытии автомобиля в АТО водители сообщают механикам, принимающим автомобиль с линии, о замеченных неисправностях. Механики АТО или автоколонны субъективно и при помощи средств диагностирования определяют техническое состояние автомобиля. По результатам диагностирования В АТО оформляют «Ремонтный листок».
При необходимости дальнейшего уточнения диагноза автомобиля после проведения уборочно-моечных работ (УМР) направляют на посты диагностики Д – 1 или Д – 2. Для этой цели могут быть использованы эксперты. Исправные автомобили, не подлежащие плановому обслуживанию, направляются в зону хранения, а подлежащие ТО – 1 или ТО – 2 соответственно на Д – 1 или Д – 2.
Выпуск автомобилей на линию обычно осуществляется из зоны хранения, через КТП.
3.2 Выбор и обоснование режима труда и отдыха
Продолжительность рабочей смены автослесаря 7 часов. Первая смена начинает работать в 8 часов и заканчивает в 15.40. В выходные дни продолжительность всех смен сокращается на один час. Перерыв на обед 3 часа 20 минут после начала смены. Продолжительность обеденного перерыва 40 мнут, после каждого часа работы идёт 5 минутный перерыв. Время явки на работу и её окончание устанавливается графиком сменности, с учётом подготовительно заключительного времени, которое включает в себя рабочее время и время, предназначенное для медицинского обследования и выполнения работ. При работе в ночное время продолжительность смены сокращается на один час. Они работают с 22 до 6 часов
3.3 Техника безопасности и производственная санитария
Техника безопасности – это система организационных мероприятий и технических средств, предотвращающих воздействие на человека опасных производственных факторов, то есть таких, которые, при определённых условиях, приводят к травме или другому внезапному резкому ухудшению здоровья человека. Из определения понятно назначение техники безопасности: предотвращение несчастных случаев на производстве. Нередко технику понимают как систему только организационных мероприятий и сводных правил. Иногда к ней относят и мероприятия по оснащению устаревших машин и станков ограждениями, сигнальными и блокирующими устройствами, которые не были предусмотрены при конструировании этого оборудования. В технику безопасности входят: технические мероприятия или способы обеспечения безопасности (применение защитного заземления, ограждение движущихся частей), технические средства обеспечения безопасности (заземляющие устройства, ограждающие конструкции) и защитные устройства – самостоятельные, не являющиеся частью электроустановки, как например, заземляющее устройство или ограждающая конструкция, но предназначенные также для обеспечения безопасности (переносной заземляющий проводник, диэлектрические перчатки). Защитные средства бывают индивидуального и группового пользования. Спецодежда относится к средствам индивидуальной защиты. На рабочих местах, где обеспечены условия безопасности, вывешиваются плакаты. Такие плакаты обеспечивают в дополнение к надписям с номером аппаратов или названиями линии, отключенное для ремонта оборудование, остающееся под напряжением. Используют также предупреждающие плакаты и знаки. На дверях электрических распределительных устройств, щитов и сборок закрепляют инструкции или наносят знак в виде жёлтого треугольника с чёрной каймой и символ напряжения в виде чёрного условного изображения молнии. Указательные: на светлом – синем фоне прямоугольного плаката надпись чёрными буквами «Заземлено». Их вывешивают на ключах управления и на рукоятках разъединителей, при ошибочном включении которых может быть подано напряжение на заземлённые токоведущие части. Запрещающие знаки, использующиеся в промышленности, имеют иную форму. Это круг, окаймлённый красной полосой, внутри которого, на белом фоне, чёрное изображение, перечёркнутое наискось красной полосой. Производственная санитария – это система организационных мероприятий и технических средств, предотвращающих или уменьшающих воздействие на работающих вредных производственных факторов, которые в определённых условиях приводят к заболеванию или снижению работоспособности.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск