Разработка технологического процесса изготовления передней крышки водомасляного радиатора
Заготовка – алюминиевая отливка. Для заготовки назначаем класс точности 9т, что соответствует мелкосерийному типу производства (числоотливок в год от 1000 до 10000 штук), тип литья – литьё в кокиль, наибольший габаритный размер 174 мм [4, стр. 68, табл. 3.3].
Устанавливаем точность выполнения промежуточных размеров, т.е. достигаемый квалитет точности на каждой операции([1], т. 4, с.8)
Высота микронеровностей для заготовки Rz =200 [3, стр. 192, табл. 21].
Толщина дефектного слоя для заготовки T = 100 мкм [3, стр. 192, табл. 21].
Высота микронеровностей при сверлении Rz = 30 [3, стр. 195, табл. 24].
Толщина дефектного слоя при сверлении Т = 50 мкм [3, стр. 195, табл. 24].
Высота микронеровностей при нарезании резьбы Rz = 5 [3, стр. 195, табл. 24].
Толщина дефектного слоя нарезании резьбы Т = 0 мкм [3, стр. 195, табл. 24].
Суммарное значение пространственных отклонений:
для сверления: Δ1= Δ0·Ку=25·0.06=1,5 мкм
для развертывания: Δ2= Δ1·Ку=1,5·0.002=0,003≈0 мкм
Погрешность установки заготовки при выполнении рассматриваемого перехода Минимальный промежуточный припуски 2 По таблицам допусков в соответствии с номинальным минимальным размером и достигаемым на каждом переходе квалитетом точности находим допуски на промежуточные размеры. Допуски берутся по системе отверстия. [3, с. 19, табл. 9].
EI1=100мкм, EI2=0мкм
7.2.7 Номинальные промежуточные припуски:
Промежуточные номинальные размеры:
Общий припуск на обработку по [1, c. 22]:
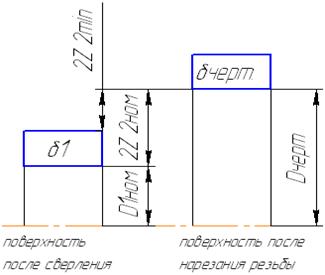
Рис. 7.2 Схема полей припусков и допусков при обработке Отверстия диаметром Dчерт
8 Расчет режимов резания и технических норм времени
Операция № 01 – Токарно-копировальная.
Операция выполняется на токарном гидрокопировальном станке мод. 1722. Инструмент –резец проходной Т15К6 ГОСТ 18880-73, канавочный резец Т15К6 ГОСТ 18874-73.
Копировальный суппорт, инструмент –резец проходной Т15К6 ГОСТ 18880-73:
1.Скорость резания V, м/мин [1.с.276]:
1.1Глубина резания:
точение торца ступицы: снятие фаски: точение наружного диаметра:
точение торца венца: 1.2.Частота вращения шпинделя n, об/мин [1.с.280]
Выбираем по паспорту станка n=1250 об/мин
1.3 Следовательно действительная скорость резанья Vдейс., м/мин равна:
1.4 Осевая сила резания Pz, Н [1. с.270]:
где Cр=40; x=1; y=0,75; n=0 - по [1. c.274 т.22]
Следовательно:
1.5 Мощность резания Ne, кВт [1.с.280]
Nст = 10 кВт > Nе = 3,3 кВт
Поперечный суппорт, инструмент канавочный резец Т15К6 ГОСТ 18874-73
1.Скорость резания V, м/мин [1.с.276]:
1.1Глубина резания поправочный коэффициент [1.с.260], 1.2.Частота вращения шпинделя n, об/мин [1.с.280]
Выбираем по паспорту n=1250 об/мин
1.3 Следовательно действительная скорость резанья Vдейс., м/мин равна:
1.4 Осевая сила резания Pz, Н [1. с.270]:
где Cр=40; x=1; y=0,75; n=0 - по [1. c.274 т.22]
![]()
![]() [3, с. 196, табл. 25];
[3, с. 196, табл. 25];
![]() :
:
![]()
![]() по [4, с. 37, табл. 2.3].
по [4, с. 37, табл. 2.3].
![]() по [1, c. 21]:
по [1, c. 21]:
![]()
![]()
![]() (7.5),
(7.5),
![]()
![]() .
.
![]()
![]()
![]()
![]()
![]()
![]() - поправочный коэффициент [1.с.260],
- поправочный коэффициент [1.с.260], ![]() , [1.с263.т.4],
, [1.с263.т.4], ![]() [1.с.263.т6],
[1.с.263.т6], ![]() [1.с263.т.5], T=40 мин – период стойкости инструмента, S=0,2 мм/об - подача, Cv, q, m, y – различные коэффициенты определяемые по [1.с.270.т.4]: Cv=485 x=0,12 m=0,28 y=0,25.
[1.с263.т.5], T=40 мин – период стойкости инструмента, S=0,2 мм/об - подача, Cv, q, m, y – различные коэффициенты определяемые по [1.с.270.т.4]: Cv=485 x=0,12 m=0,28 y=0,25.
![]()
![]()
![]() ;
;
![]()
![]() - по [. c.274]
- по [. c.274]
![]() [1.c265, т10]
[1.c265, т10]![]()
![]()
![]()
![]() [1,с275,т23]
[1,с275,т23]
![]()
![]()
![]()
![]()
![]()
![]() -
-
![]() , [1.с263.т.4],
, [1.с263.т.4], ![]() [1.с.263.т6],
[1.с.263.т6], ![]() [1.с263.т.5], T=40 мин – период стойкости инструмента , t=5,6мм, S=0,2 мм/об - подача, Cv, q, m, y – различные коэффициенты определяемые по [1.с.270.т.4]: Cv=485 x=0,12 m=0,28 y=0,25.
[1.с263.т.5], T=40 мин – период стойкости инструмента , t=5,6мм, S=0,2 мм/об - подача, Cv, q, m, y – различные коэффициенты определяемые по [1.с.270.т.4]: Cv=485 x=0,12 m=0,28 y=0,25.
![]()
![]()
![]()
![]() ,
,
![]() - по [. c.274]
- по [. c.274]
![]() [1.c265, т10]
[1.c265, т10]![]()
![]()
![]()
![]() [1,с275,т23]
[1,с275,т23]
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела