Разработка технологического процесса механической обработки детали типа вал-червяк
Fn= ( 7·6 + 251·8 )·2 = 4100 час
Тогда
Fg= 4100 (1-0,1)= 3690 час
Тогда
![]() мин/шт
мин/шт
Определим коэффициент серийности по формуле:
Kl= , (2.5)
, (2.5)
Где tшт.ср.- средняя величина штучного времени на механическую обработку
Kl=th=95 height=48 src="images/referats/12534/image007.png">
Тип производства - серийный.
3. Выбор метода получения заготовки
Метод получения заготовки детали, его целесообразность и экономическая эффективность определяется такими факторами, как форма детали, её материал, габаритные размеры детали, годовая программа выпуска детали. Исходя из конструкции детали, типа производства, заготовка может быть получена одним из методов: литьем, из проката или штамповкой.
Поскольку материал заготовки - сталь 45 не является пригодной для литья, то метод получения заготовки из литья неприемлем.
Следует отметить что сталь 45 хорошо деформируется. Поэтому исходя из величины годовой программы выпуска деталей, особенности конструкции утолщения посередине детали относительно хвостовика и рекомендаций [2] одним из методов получения заготовки выбираем поковку в подкладных штампах.
Сравним два варианта получения заготовки из круглого сортового проката и поковкой в подкладных штампах. При методе получения заготовки поковкой мерные отрезки сортового проката, нарезанного на механической пиле, подогревают в печи кузнечного цеха, после чего подают на ковку паровоздушными молотами в подкладных штампах. После горячей ковки заготовка принимает цилиндрическую форму с утолщением посередине (рис. 3.1)
Определим массу поковки по зависимости:
G3= ρ· V· K , (3.1)
где ρ=7810 - плотность металла, кг/м3;
К - коэффициент, учитывающий отходы металла;
V3- объем заготовки, который равен сумме объёмов заготовки V1+V2+V3+V4+V5 на отдельных участках поковки, отсюда,
G3= ρ·![]()
Подставив числовые значения получим
Gз=7810·3,14·(0,0392·0,08+0,0472·0,086+0,0552·0,064+0,0882·0,132+0,0492· ·0,104) · 1,1= 11,81 кг
Определим коэффициент использования металла по формуле:
![]() , (3.2)
, (3.2)
где Gg- масса детали, отсюда
![]()
После получения заготовки, последнюю отжигают в индукторной печи до твердости НВ 195…220. Способ очистки после отжига заготовки- дробеструйный. Технические требования на заготовку: штамповочные уклоны должны быть выполнены не более 7˚, радиусы не более 5 мм. Предельные отклонения согласно рекомендаций [2].
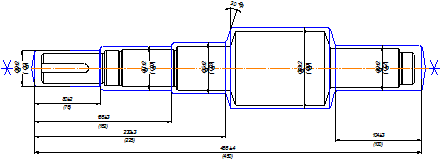
Рисунок 3.1 – Эскиз заготовки поковки вала
Для окончательного выбора способа получения заготовки определим затраты на получение заготовки из проката и поковки.
Определим стоимость заготовки из круглого сортового проката диаметром 82 мм и длиной 450 мм
М= Qзп *S – (Qзп – q )*Sотх, (3.3)
Где Q – масса заготовки, S - стоимость 1 кг материала, q – масса детали, Sотх- стоимость отходов, Qзп- масса заготовки с учетом потерь при нарезке.
Длина проката для нарезки заготовок Lпр= 5000 мм. Потери на зажим при нарезке на механических пилах lзаж= 100 мм. Ширина реза lр= 8 мм, длина торцового обрезка lоб = 0,3…0,5*d ~40 ммКоличество заготовок, полученных из принятой длины определим по формуле
Х = (Lпр- lзаж – lоб)/(lз + lр) , (3.4)
Х = (5000 – 100 –40)/(450 + 8) = 10,61 шт
Принимаем х = 10 шт. Остаток длины (некратность)
Lнк = 5000 - 100 -40 - (450+8)·10 = 280 мм
Общие потери материала при нарезке проката составляет в процентном отношении к длине проката
Ппо = (lзаж+lоб+ Lнк+ lр)·100%/Lпр = (3.5)= (100+40+280+8)·100/5000 = 8,56%
Расход материала на 1 деталь с учетом всех технологических неизбежных потерь с учетом массы заготовки из проката, определенной по формуле (3.1)
Qп = 7810·0,450·3,14·0,0412 = 18,55 кг
Qзп = Qп(100+Ппо)/100 = 18,55· (100+8,56)/100 = 20,13 кг (3.6)
Тогда, зная S = 5,1 грн/кг, Sотх= 1,3 грн/кг, q= 6,22 кг, получим
Мпр = 20.13*5,1 – (20,13 - 6,22)*1,3 = 84.58 грн
Коэффициент использования металла определим по зависимости (3.2)
Кипр= 6,22/20,13 = 0,31
Определим стоимость заготовки, полученной поковкой
Мп = Сз*Gз – (Gз – q)*Sотх, (3.7)
Где Сз =7,5 грн/кг – стоимость поковки,
Мп = 7,5*11,81*(11,81-6,22)*1,3 = 81,3грн.
Таким образом и Мп<Мпр и Кип>Кипр, значит использовать штампованную поковку экономически целесообразно.
Рассчитаем экономию при использовании выбранного метода получения заготовки на всей партии деталей.
Э = (Мпр – Мп)*N = (84.58 – 81.3)*300 = 984 грн.
4. Разработка маршрутного технологического процесса
Маршрут обработки детали определим исходя из точности, шероховатости, формы поверхности, материала детали и технических требований к изготовлению. Для этого деталь представим, как совокупность отдельных поверхностей. Тогда, используя рекомендации [5], порядок обработки поверхностей представляем в виде таблицы (см. табл. 4.1).
Таблица 4.1- Технологический процесс обработки элементарных поверхностей детали
|
№ п/п |
Конструктивный размер |
Качество поверхностного слоя |
Технологические переходы по обработке элементарной поверхности |
Достигаемый уровень качества | ||
|
Квалитет |
Шероховатость Rа,мкм |
Квалитет |
Шероховатость Rа,мкм | |||
|
1 |
Ø35 k6 |
6 |
0,63 |
Шлифование окон. Шлифование предв. Точение чист. Точение черн. |
6 8 10 12 |
0,63 3,2 6,3 12,5 |
|
2 |
Ø42 h12 |
12 |
6,3 |
Точение однокр. |
12 |
12,5 |
|
3 |
Ø80 h12 |
12 |
6,3 |
Точение однокр. |
12 |
12,5 |
|
4 |
Ø48 h12 |
12 |
6,3 |
Точение однокр. |
12 |
12,5 |
|
5 |
Ø40 k6 |
6 |
0,63 |
Шлифование окон. Шлифование предв. Точение чист. Точение черн. |
6 8 10 12 |
0,63 3,2 6,3 12,5 |
|
6 |
Ø38h10 |
10 |
0,32 |
Полирование Точение чист. Точение черн. |
10 10 12 |
0,32 10 40 |
|
7 |
Ø32 n6 |
6 |
1,6 |
Шлифование окон. Шлифование предв. Точение чист. Точение черн. |
6 8 10 12 |
1,6 3,2 6,3 12,5 |
|
8 |
Шпоночный паз |
N9 |
3,2 |
Фрезерование |
9 |
3,2 |
|
9 |
Зубья |
Ст. 7-В |
0,8 |
Шлифование Фрезерование |
Ст. 7 Ст.9 |
0,8 6,3 |
|
10 |
Канавки для выхода шлиф. круга |
12 |
12,5 |
Точение однократное |
12 |
12,5 |
|
11 |
Фаски |
12 |
12,5 |
Точение однократное |
12 |
12,5 |
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды