Разработка технологического процесса механической обработки детали типа вал-червяк
Замыкающим размером в размерной цепи называется размер, который в детали получается последним в процессе ее обработки.
Из схемы размерной цепи можно определить уравнение замыкающего звена [5]
![]() (8.1)
(8.1)
где Связь между допусками составляющих и замыкающих размеров определяется правилом суммирования допусков Тi :
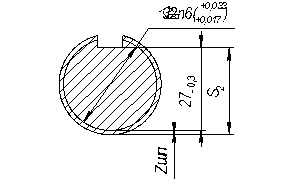
Проведем размерный анализ для глубины фрезерования шпоночного паза. Фрезерование паза производится после чистовой токарной операции, после которой оставляют припуск под шлифование предварительное и окончательное (рис.8.4).
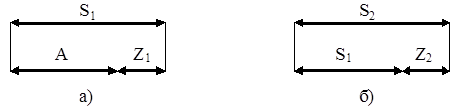
Произведем расчет на какую глубину будет произведено фрезерование паза. Для этого представим размерную цепь сначала для окончательного (рис. 8.5 а), затем для предварительного шлифования (рис. 8.5 б).
Рисунок 8.4 –Схема расположения паза в сечении вала
Рисунок 8.5 – Размерная схема обработки паза
Где конструкторский размер А – замыкающий размер;
Z1 и Z2 – припуски соответственно под окончательное и предварительное шлифование.
Определим S1MAX и S1MIN, решив уравнения:
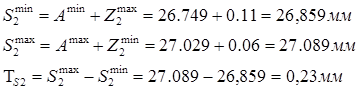
Определим S2MAX и S2MIN, решив уравнения:
Тогда S2 = 27,05 Разработанный операционный технологический процесс заносим в операционные карты по ГОСТ 3.1702- 82, которые прилагаются (приложение Б).
9. Нормирование технологического процесса
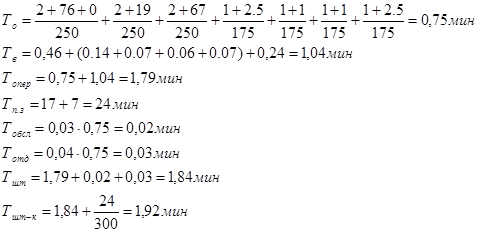
Основное время обработки определяем по формуле [4]:
где l l l i- число проходов инструмента;
S Формула для расчета вспомогательного времени:
где Т Т Т Оперативное время находим как сумму основного и вспомогательного :
Формула для определения подготовительно-заключительного времени:
где Т Т Штучное время находим по формуле:
где Т Т Штучно-калькуляционное время находим по формуле :
где N - размер партии, шт;
Используя формулы (9.1)-(9.6), для определения Т 10. Расчет режимов резания
Режимы резания при чистовом точении поверхности Ø32n6:
Скорость резания определяется по формуле:
где согласно [1, стр. 284, табл. 10] принимаем:
Принимаем подачу S=0,2 мм/об.
Т=60 мин – стойкость резца, материал пластины Т15К6;
Cv=420; y=0,2; m=0,2; x=0,15 – коэффициенты и показатели степени в формуле для определения скорости резания при точении [1, c.269; табл. 17]
Частота вращения шпинделя определяется:
Принимаю стандартную частоту вращения шпинделя, согласно паспортным данным станка n=1250 об/мин. Определим фактическую скорость резания:
ВЫВОД
В курсовом проекте разработан технологический процесс механической обработки детали типа вал-червяк для серийного производства.
В работе проведен анализ технологичности детали, определено что деталь является технологичной. Проведен выбор заготовки детали для данного типа производства, в качестве заготовки выбрана поковка в подкладных штампах. Расчитаны межоперационные припуски и размеры детали, приведен размерный анализ детали. Выбрано оборудование, режущий инструмент и приспособленя, необходимые для получения изделия. Разработан маршрутный и операционный техпроцесс обработки детали. Расчитаны режимы резания, проведено нормирование операций.
![]() - сумма увеличивающих составляющих звеньев цепи;
- сумма увеличивающих составляющих звеньев цепи;
![]() - сумма уменьшающих составляющих звеньев цепи.
- сумма уменьшающих составляющих звеньев цепи.
![]() (8.2)
(8.2)

![]() мм
мм
![]() (9.1)
(9.1)
![]() - длина врезания инструмента на рабочей подаче, мм;
- длина врезания инструмента на рабочей подаче, мм;
![]() -длина рабочего хода, мм;
-длина рабочего хода, мм;
![]() -длина перебега, мм;
-длина перебега, мм;
![]() -минутная подача инструмента, мм/мин
-минутная подача инструмента, мм/мин
![]() , мин; (9.2)
, мин; (9.2)
![]() - время на установку и снятие заготовки, мин,
- время на установку и снятие заготовки, мин,
![]() -время, связанное с переходом,
-время, связанное с переходом,
![]() -время на измерение, мин.
-время на измерение, мин.
![]() , мин; (9.3)
, мин; (9.3)
![]() , мин; (9.4)
, мин; (9.4)
![]() - время на наладку станка, инструмента, приспособлений, мин;
- время на наладку станка, инструмента, приспособлений, мин;
![]() -время на получение инструмента до начала обработки и сдачу после окончания, мин;
-время на получение инструмента до начала обработки и сдачу после окончания, мин;
![]() , мин (9.5)
, мин (9.5)
![]() = 0,03 Т
= 0,03 Т![]() - время на обслуживание оборудования, мин;
- время на обслуживание оборудования, мин;
![]() =0.04 Т
=0.04 Т![]() - время нормированного отдыха, мин;
- время нормированного отдыха, мин;
![]() , мин; (9.6)
, мин; (9.6)
![]() , Т
, Т![]() , Т
, Т![]() , Т
, Т![]() , Т
, Т![]() , находим Т
, находим Т![]() для каждой операции.
для каждой операции.
![]() ,(10.1)
,(10.1)
![]() – общий поправочный коэффициент, учитывающий условия обработки;
– общий поправочный коэффициент, учитывающий условия обработки;
![]() - коэффициент, учитывающий свойства обрабатываемого материала;
- коэффициент, учитывающий свойства обрабатываемого материала;
![]() -коэффициент учитывающий свойства инструментального материала;
-коэффициент учитывающий свойства инструментального материала;
![]() - коэффициент, учитывающий состояние поверхности;
- коэффициент, учитывающий состояние поверхности;
![]() мм – глубина резания;
мм – глубина резания;
![]() м/мин
м/мин
![]() мин-1.
мин-1.
![]() м/мин.
м/мин.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела