Оборудование для сборки
Ключи для шпилек. При слесарно-сборочных и монтажных работах часто встречаются шпильки, ввинчиваемые в тело детали; во многих случаях шпильки приходится устанавливать с гайками на обоих концах. Ввинчивание шпилек в тело детали выполняют специальными ключами, которые захватывают шпильку за резьбовую или гладкую поверхность. При установке шпилек применяют ключи с ведущими роликами или резьбовой в
тулкой. Конструкция ручного ключа с роликами показана на рис.13, а. В головку ключа вмонтированы три ролика 1, удерживаемых от выпадения обоймой 2 и входящих в три спиральных выреза в корпусе ключа 3. На квадрат ключа надета поперечная рукоятка 5 с ручкой 4. При завертывании шпильки ключ держат левой рукой за свободно вращающуюся втулку б, а правой - поворачивают его за ручку 4. В тех случаях, когда при ввинчивании шпилек нет возможности делать полные обороты ключа, применяют ключ-трещотку (рис.13, б). Он состоит из двух частей: головки 7 и рукоятки 8, соединенных между собой пальцем 10. Головка ключа имеет обойму с тремя роликами, которые при ввинчивании шпильки заклиниваются в спиральных пазах головки. На торцах головки и рукоятки профрезерованы шлицы, у которых одна сторона направлена вертикально, а вторая наклонена под углом 55º. При повороте рукоятки по часовой стрелке наклонные плоскости шлицев проскальзывают, рукоятка приподнимается, сжимая пружину 9, и свободно поворачивается, оставляя головку и зажатую в ней шпильку неподвижными. Кроме описанных применяют более простые ключи: ключи-гайки, эксцентриковые ключи и др.
Ключ-гайка представляет собой длинную шестигранную гильзу (рис. 13, в), в которую ввинчивается контрвинт 11 несколько меньшего диаметра, чем шпилька. Гильза навинчивается на шпильку до тех пор, пока торец шпильки не упрется в торец контрвинта, после чего, вращая контрвинт, окончательно затягивает шпильку.
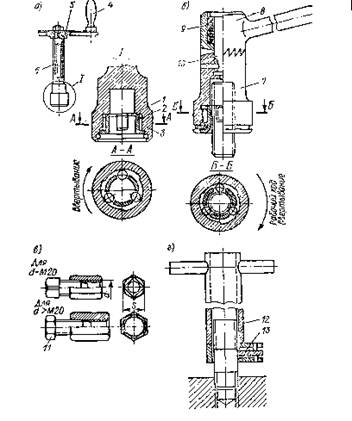
Рис. 13. Ключи для шпилек: а - ручной ключ для ввертывания шпилек; б-ключ-трещотка; в - ключ-гайка; г - эксцентриковый ключ.
На рис. 13, г, показан эксцентриковый ключ для ввинчивания шпилек c. захватом за гладкую часть стержня. В корпусе 12 ключа имеется эксцентрично посаженный ролик 18 с рифленой насечкой. При вращении корпуса 12 шпилька захватывается роликом и ввинчивается в отверстие.
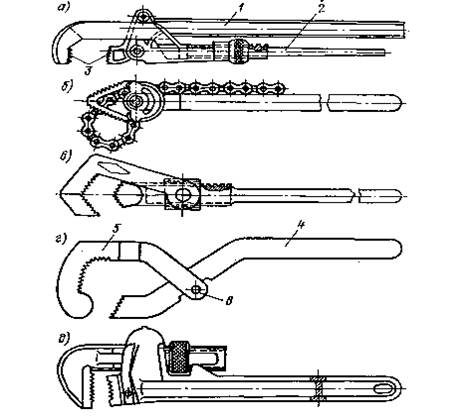
Рис. 14. Трубные ключи: а - рычажный; б - цепной; в - накидной; г - с регулированием на разные диаметры труб; б – разводной.
Трубные ключи. При выполнении трубных соединений на фланцах пользуются гаечными ключами, описанными выше. При сборке трубопроводов на резьбе применяют специальные трубные ключи, которые подразделяют на рычажные, цепные и накидные.
Трубные рычажные ключи имеют два рычага: подвижный 1 и неподвижный 2 (рис. 14, а). Захватная губка 3 подвижного рычага позволяет произвольно менять в определенных пределах размер зева для захвата трубы. Со стороны насечек захватные губки имеют незначительный изгиб, позволяющий зажимать трубу одновременно во многих точках. Неподвижный 2 и подвижный 1 рычаги изготовляют из стали марок 45 - 50. Материал для остальных деталей не нормируется. Рабочие поверхности губок обязательно закаливают (с отпуском). Ключи данной конструкции разделяют по номерам от № 1 до № 5 в зависимости от диаметра труб, для отвинчивания которых они применяются (от 1/4 до 4'').
Трубные цепные ключи имеют цепь, прижимающую трубу к зубьям щек (рис. 14, б) и тем самым обеспечивающую сборку или разборку трубного соединения на резьбе.
Трубные накидные ключи с резьбовой регулировкой имеют подвижный рычаг, позволяющий менять в определенных пределах размер зева для захвата трубы (рис. 14, в). Простым в изготовлении, удобным для работы и имеющим меньшую массу, чем все остальные ключи, применяемые при сборке трубопроводов с резьбовыми соединениями, является нестандартизированный трубный ключ, изображенный на рис.14, г. Этот ключ отличается тем, что не имеет резьбы на рычаге и гайке. Ключ имеет два рычага: подвижный 4 и неподвижный 6. На неподвижном рычаге выполнены три выреза, в которые закладывается штифт 6 подвижного рычага. Размер ключа изменяют перестановкой подвижного рычага из одного положения в другое. С помощью этого ключа можно собирать трубы диаметром 1/2 - 1". Такого же вида ключи можно изготовить и для труб больших диаметров. При работе таким ключом рабочий одной рукой устанавливает штифт 6 подвижного рычага 4 на нужный размер, а другой - нажимает на неподвижный рычаг 6, тем самым прочно зажимая трубу. При сборке трубопроводов применяют еще и трубный разводной ключ (рис. 14, д) с самозатягивающей подвижной губкой, обеспечивающей его надежное сцепление с поверхностью трубы. Трубный разводной ключ надежен и особенно удобен в работе. Существенным недостатком трубных ключей является то, что они оставляют на поверхности труб следы насечек от зажимных губок. Это часто требует дополнительной зачистки труб напильником. Устранение этого недостатка должно стать одной из задач сборщиков-рационализаторов.
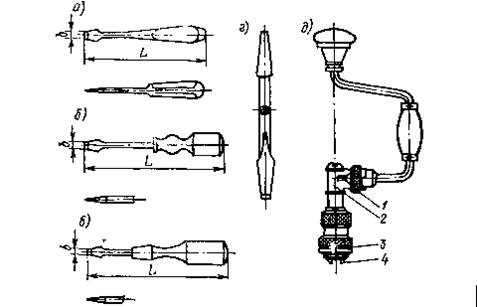
Рис. 15. Слесарно-сборочные (монтажные) отвертки: а - цельнометаллические с деревянными накладными щеками; б - с металлической пяткой; в - с диэлектрической ручкой; г - сменный наконечник-отвертка; д - трещоточный коловорот: 1 - кольцо-переключатель; а - механизм сцепления; 3 - патрон; 4 - кулачки патрона.
Отвертки. В процессе сборки (разборки) машин для завинчивания винтов и шурупов, имеющих головку с прорезью (шлицем), пользуются отвертками. Их подразделяют на проволочные, цельнометаллические с деревянными накладными щеками, с металлической пяткой, с диэлектрической ручкой, коловоротные, специальные и высокопроизводительные.
Отвертка состоит из трех частей: рабочей части (лопатки), стержня и ручки. Выбирают отвертку по ширине рабочей части, которая зависит от размера шлица в головке шурупа или винта.
Проволочные отвертки изготовляют из стали У7, длина от 7 до 125 мм, ширина лезвия 2, 3, 4, 5 мм. Рабочую часть отвертки подвергают закалке и отпуску на длину 10 - 15 мм.
Цельнометаллические отвертки с деревянными накладными щеками (дуб, бук) изготовляют из стали У7 шести размеров (рис. 15, а):
Длина L., мм . .125 150 175 200 250 300 Ширина рабочей части bмм . ., .4 5 7 9 11 15
Отвертки с металлической пяткой (рис. 15, б) выполняют восьми размеров: Ь = 150 - : 400 мм; Ь = 7 - : 25 мм., Отвертки с диэлектрической ручкой (рис.18, в) делают длиной L. = 100 - : 400 мм и шириной рабочей части о, равной 3, 9, 11, 18 и 25 мм.
При работе обычной отверткой необходимо перехватывать ее ручку после каждого поворота, при завинчивании большого числа винтов это утомляет работающего и снижает его производительность. Для ускорения процесса завинчивания винтов или больших шурупов применяют коловоротные отвертки, состоящие из коловорота и сменного наконечника-отвертки. Такими отвертками работать очень удобно там, где позволяет место. Кроме того, с помощью коловоротной отвертки можно создать значительно больший крутящий момент, чем обыкновенной отверткой. Коловороты бывают различных конструкций. Наиболее употребительными следует считать трещоточные коловороты со сменными наконечниками-отвертками, имеющими различную ширину рабочей части (рис. 15, г, д).
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды