Основы конструирования приспособлений
В кадре N7 дают команды на позиционирование в точку 3 и исполнение заданного цикла (G82) с новым значением z (—3,5 мм).
N8Х52.5 Y70.31 LF
N9Y9.69 LF
N10Х70. Y40. LF
N11 G80 ТО202 LF
Кадр N11 завершает работу сверлом диаметром 16 мм (ТО 101) и готовит к вводу новый инструмент — сверло диаметром 9,9 мм (Т0202).
N12F100. S710 М06 LF
N13Х20. Y20. М08 LF
Кадры N12 и N
13 задают режимы инструмента и установку его в шпиндель (команда М06). Выполнено позиционирование сверла в точку /, включено охлаждение (команда М08).
N14G83 R2 Z-10. LF
N15Z-17.5 F80. LF
Кадр N14 указывает постоянный цикл глубокого сверления (G83) и его параметры. Указывать параметр R необходимо, поскольку он определяет точку выхода (на ускоренном ходу) инструмента с позиции замены в рабочую позицию по оси Z. Кадр N15 дополняет кадр N14, указывая координату второго хода с измененной подачей (согласно принятой схеме обработки – рис. 2, в, подача на выходе сверла уменьшается до 80 мм/мин).
N16X150. Y20. Z-10. F100. LF
N17Z-17.5 F80. LF
Кадрами N16 и N17 программируется сверление по циклу G83 отверстия с центром в точке 2.
N18 G80 Т0404 LF
В кадре N18 готовится к вводу сверло диаметром 5 мм (Т0404) и задаются режимы его работы
N19F100. S1400 М06 LF
N20Х105. Y40. LF
N21G83 R2. Z-9. LF
N22Z-13.5 F80. LF
N23Х52.5 Y70.31 Z-9. F100. LF
N24Z-13.5 F80. LF
N25G80 Т0606 LF
Кадры N19—N24 программируют обработку сверлом диаметром 5 мм по циклу G83 отверстий в ТкЗ, 4, 5. Кадр N25 указывает новый инструмент — сверло диаметром 22 мм (Т0606).
N26F60. S355 М06 LF
N27Х70. Y40. LF
N28 G81 R2. Z-22. LF N29 G80 Т0303 LF
Кадры N26 — N28 программируют сверление отверстия диаметром 22 мм с центром в точке 6. Указывается новый инструмент — развертка диаметром 10Н8 (Т0303).
N30F50. S125 М06 LF
N31Х20. Y20. LF
N32 UUU R2. Z-18. LF
Кадр N32 вводит цикл развертывания (G89) с рабочим ходом R + z, выдержкой в конце рабочего хода и отводом на быстром ходу (рис. 2, д)
N33Х150. LF
N34 G80 Т0505 LF
Кадром N33 запрограммировано развертывание отверстия в точке 2. Кадр N34 готовит новый инструмент — метчик Мб (Т0505).
N35F250. S250 М06 LF
N36Х105. Y40. LF
N37 G84 R2. Z-17. LF
N38Х52.5 Y70.31 LF
N39Y9.69 LF
N40 G80 G59 ХО. Y0. Z0. М09 LF
N41 G00 ХО. YO. Z560. MOO LF
Кадры N35 — N39 программирует нарезание резьбы в отверстиях 3—5 в соответствии с постоянным циклом G84. Цикл обеспечивает рабочий ход с рабочей подачей, остановку и реверсивное вращение шпинделя в конечной точке, возврат инструмента с рабочей подачей.
Кадры N40, N41 отменяют смещение нуля, отключают охлаждение и выводят шпинделя в нулевую точку станка с координатой z = 560 мм.
3.6 Программирование расточных операций
Программирование обработки отверстий на расточных станках и кодирование информации УП практически аналогичны рассмотренным выше, хотя для расточных станков характерно значительно большее число возможных команд, расширение и усложнение постоянных циклов и др. Наличие у расточных станков дополнительных (вторичных) управляемых осей, необходимость закреплять (для повышения жесткости) гильзу шпинделя или столы (при некоторых видах обработки) несколько усложняют программирование. У ряда станков управляемым является также •поворот стола, смена приспособлений-спутников и др.
Рассмотрим три примера программирования обработки отверстий при использовании расточных станков.
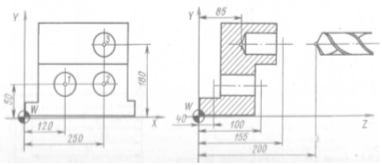
Сверление трех отверстий диаметром 18 мм одним сверлом в детали типа «угольник» (рис. 7).
Рис. 7. Схема для программирования сверления отверстий в детали типа «угольнок.»
Фрагмент программы:
N100 G90 G43 G81 D60 Х120. Y50.
Z40. R100. F40. S120 МОЗ М08 LF
По команде кадра N100 ранее установленным сверлом сверлится отверстие 1 (рис. 8.7) с координатами х=120 мм, у = 50 мм; глубина сверления определена координатой z = 40 мм; R = 100 мм. Отсчет размеров — абсолютный (G90). Вводится коррекция на длину инструмента (G43) (корректор 60 с адресом D). Корректор 60 должен быть закреплен за используемым в данной программе сверлом. Подача сверления 40 мм/мин (F40); частота вращения шпинделя 120 об/мин (S120); вращение шпинделя правое (М03). Включается охлаждение (М08).
4. Проектирование участка механической обработки [10]
4.1 Расчет потребного количества и составление ведомости оборудования
Определение приведённой годовой программы запуска в производство всех деталей, выпускаемых на участке
![]()
![]() - коэффициент, учитывающий возможный брак
- коэффициент, учитывающий возможный брак
![]() - коэффициент, учитывающий незавершённое производство
- коэффициент, учитывающий незавершённое производство
![]() - количество типоразмеров деталей, составляющих номенклатуру участка
- количество типоразмеров деталей, составляющих номенклатуру участка
Определение расчётного такта выпуска деталей на участке
![]()
![]() - действительный годовой фонд времени работы оборудования
- действительный годовой фонд времени работы оборудования
![]() - число рабочих смен
- число рабочих смен
Определение расчётного количества станков, необходимого для обработки партии деталей-представителей и расчётного количества станков, необходимого на участке
Определение расчётного количества станков, необходимого для обработки партии деталей-представителей
![]() ,
,
где ![]() - штучно-калькуляционное время выполнения каждой i-той операции спроектированного технологического процесса;
- штучно-калькуляционное время выполнения каждой i-той операции спроектированного технологического процесса;
![]() - расчетный такт выпуска детали - представителя,
- расчетный такт выпуска детали - представителя,
где ![]() - приведенная годовая программа запуска в производство детали – представителя;
- приведенная годовая программа запуска в производство детали – представителя;
![]() коэффициент, учитывающий непрогнозируемый простой оборудования, связанный с поломками, перебоями энергии и т.д.
коэффициент, учитывающий непрогнозируемый простой оборудования, связанный с поломками, перебоями энергии и т.д.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды