Основы конструирования приспособлений
3.2 Кодирование информации
В общем случае кодирование информации УП для сверлильных станков сводится к кодированию процесса замены инструмента, кодированию перемещений (позиционирования) инструмента от одной опорной точки (центра отверстия) к другой и введению в действие циклов обработки отверстий в моменты, когда инструмент располагается над требуемой точкой.
Конкретная методика коди
рования определяется моделью УЧПУ и ее возможностями. Рассмотрим общие положения.
Режимы движения и позиционирования задают с помощью подготовительных функций G60 — G69 (см. гл. 1). Согласно такой функции УЧПУ обеспечивает соответствующий характер подхода инструмента к заданной точке и оста новку его в конкретной юно, которой и определяет точность позиционирования. В общем случае функции G60 — G64 задают позиционирование с ускоренного хода, а функции G65 — G69 — с рабочей подачи. Эти функции используют, если, например, на станках рассматриваемого типа выполняется операция прямоугольного формообразования, в частности фрезерование. Из рассмотренных функций наиболее часто применяют G60 (точное позиционирование со стороны движения) и G62 (позиционирование с ускоренного хода — грубое позиционирование).
Напомним, что при точном позиционировании обеспечивается ступенчатое-снижение скорости движения: от уско ренной (или заданной) до минимальной скорости подхода к заданной точке. При грубом позиционировании происходит отключение подачи ускоренного ходи в зоне остановки, в результате чего возможен или перебег, или недобег.
Например, если необходимо последо вательно позиционировать инструмент от точки к точке, то записывают:
N{i} G90 G60 Х(Х1) Y(Y1) LF
N{i+1}Х(Х2) Y(Y2) LF
N{i+2}Х(Х3) Y(Y3) LF
3.3 Реализация постоянных циклов обработки отверстий
Такие циклы реализуются заданием подготовительных функции G81-G89. Каждая из них, согласно ГОСТ 20999—83 (СТ СЭВ 3585—82), определяет конкретную операцию или переход (с перемещением по оси Z): сверление или центрование (G81), сверление или зенкерование с паузой в конце рабочего хода (G82), глубокое сверление (G83), G84 - нарезание резьбы и др. Как правило, в современных УЧПУ подпрограммы для реализации указанных функций постоянно находятся в памяти УЧПУ и достаточно указать в кадре УП требуемую функцию и числовое значение формальных параметров, необходимых для выполнении конкретной операции. Для большинства постоянных циклов этих параметров два: R и z. Параметр R в большинстве УЧПУ определяет координату, с которой начинается рабочая подача при исполнении заданного постоянного цикла. Эта величина сохраняется в памяти УЧПУ до считывания нового значения R. Параметр z в постоянном цикле определяет координату точки, в которую инструмент смещается на рабочей подаче.
При введении постоянных циклов существенное значение для параметров R и z имеет расположение нуля станка (начало координатной системы станка) относительно обрабатываемой детали в направлении оси Z.
В УЧПУ с фиксированным началом координат станка параметры R и z в постоянных циклах отсчитываются от нулевой плоскости в одном направлении (рис. 3, а). Поэтому кадр задания постоянного цикла, например сверления, имеет вид
N{i} G81 Z157.5 R177. LF
В кадре указываются координаты точки 1 (R) и конечной точки 2 (z).
Программирование постоянных циклов значительно удобнее для станков с УЧПУ, имеющих «плавающий нуль». В таких УЧПУ по командам УП или с пульта УЧПУ можно смещать, нуль станка в любую точку по всем осям, в частности по оси Z. В ряде УЧПУ по оси Z смещается нулевая плоскость XMY (рис. 3, б). Тогда в кадре, предшествующем кадру с указанием постоянного цикла, должна быть команда на смещение нуля по оси Z. После смещения нуля точка М начала координат станка будет располагаться в плоскости, параллельной плоскости детали (в точке М, рис. 3,б). Для рассмотренного случая величина R будет равна нулю, а значение z будет со знаком минус (в отсчете вниз от новой системы координат X'M'Z):
N{i} G59 Z177. LF
N{i+1} G81 Z-19.5 R0. LF
Определенные удобства создаются дли программирования, если УЧПУ имеют команды на сдвиг нуля, кодируемые функциями G92, G54-G59. В этом случае при программировании постоянных циклов нулевую плоскость совмещают с верхней плоскостью детали. (рис. 3, в).
Рис. 3. Схемы задания параметров R и z в постоянных циклах
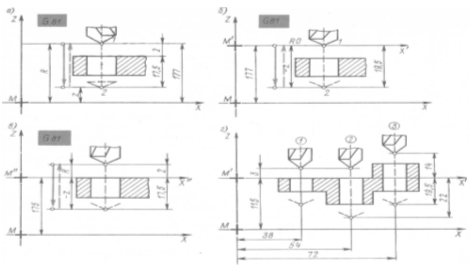
Тогда при задании цикла указывают величину R, которая означает здесь недоход инструмента до обрабатываемой поверхности, и величину z — рабочий ход инструмента. При этом полный рабочий ход, так же как и обратный — холостой ход, будет равен сумме R+z. При таком задании цикла достаточно просто обрабатывать одинаковые отверстия, расположенные на ступенчатой поверхности. Например, кадры УП для обработки трех отверстий 1-3, расположенных рядом (рис. 3, г), имеют вид:
N{i} G59 Z115. LF
N{i+1} G81R3. Z-19.5 LF
N{i+2} G60Х54. LF
N{ i+3} R3. X-22. LF
N{ i+4}R14. LF
N{i+5}Х72. LF
Как видно из программы, действие команды G81 (постоянный цикл) распространяется на последующие кадры. Действующий постоянный цикл отменяется указанием функции G80. В рассматриваемом примере смещение нуля кодируется функцией G59. Эта команда сохраняется в УП до введения аналогичной команды с новым числовым значением или до команды G53 (отмена смещения, но только для кадра, где G53 записано). Смещение нуля лишь в одном кадре обычно записывается функцией G92. При использовании функции G59 возврат нуля в систему координат станка кодируется этой же функцией (G59) с нулевым числовым значением:
N{1} G59 Z0. LF
3.4 Кодирование процесса замены инструмента
Эта задача во многом зависит от конструктивных особенностей станка и УЧПУ. В большинстве случаев требуются как минимум, две команды, задаваемых в последовательных кадрах УП. В первой команде с адресом Т указывается требуемый инструмент, а по второй команде (М06) он устанавливается в шпинделе. По команде М06, кроме того, снимается отработавший инструмент и возвращается в магазин (при наличии магазина на станке).
Как правило, процесс замены инструмента у станков выполняется только в определенном (безопасном) положении шпинделя (шпиндельной бабки). В это положение шпиндель автоматически приходит по команде М06 или по специальной команде, которую надо указывать в кадрах УП, предшествующих команде М06.
Указание инструмента в кадрах УП обычно сопровождается указаниями по его коррекции. Как уже говорилось, совместно с кодом инструмента указывается номер его корректора. Так, для инструмента с кодом Т08 и корректором 06 общая запись команды на инструмент имеет вид Т0806.
Для задания осепараллельной коррекции длины инструмента, что характерно для станков сверлильной группы, используют подготовительные функции G43 и G44. Для коррекции вылета инструмента (рис. 4) в корректор заносится абсолютная разность между расчетной и действительной аппликатами вершины инструмента (z0— z1)=Δz или (z0— z2)=Δz и в УП записывается
Другие рефераты на тему «Производство и технологии»:
- Бытовой холодильный прибор; разработка системы охлаждения герметичного компрессора
- Назначение режимов резания
- Качественный метод исследования с применением индикаторов. Весовой метод измерения скорости коррозии металлов
- Классификация помещения с электроустановками
- Агрегатно-поточный способ производства напорных железобетонных центрифугированных труб
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды