Основы конструирования приспособлений
Требования, предъявляемые к установочным элементам:
1. Количество и расположение установочных элементов должно обеспечить необходимую ориентацию заготовки в пространстве, устойчивость и жесткость.
2. Рабочие поверхности установочных элементов должны обладать высокой износостойкостью.
3. Конструкция установочных элементов должна предусматривать быструю их замену при износе или повреж
дении.
4. Установочные элементы должны быть жесткими и обеспечивать жесткость их сопряжения с корпусом приспособления.
5. Установочные элементы не должны портить базовые поверхности при установке на обрабатываемую поверхность.
6. Рабочие поверхности установочных элементов должны быть по возможности небольших размеров, чтобы исключить влияние макрогеометрии базовой поверхности на точность установки.
Материал установочных элементов: инструментальная углеродистая сталь У10А, У8А, У7А с последующей закалкой до HRC 50-55.
Выбор зажимных элементов.
Основное назначение зажимных устройств приспособлений – обеспечение надежного контакта заготовки с установочными элементами, предупреждение ее смещения и вибраций в процессе обработки. Введением дополнительных зажимных устройств увеличивают жесткость технологической системы, что повышает точность и производительность обработки. В данном случае зажимным устройством являются губки.
Требования, предъявляемые к зажимным устройствам:
1. Зажимные устройства должны быть надежными в работе, просты по конструкции и удобны в обслуживании.
2. Зажимные устройства не должны деформировать закрепляемые заготовки и портить их поверхности.
3. Закрепление и открепление заготовок должно быть с минимальной затратой сил и времени.
4. Зажимные устройства должны обеспечивать равномерный зажим заготовок, особенно в многоместных приспособлениях.
5. Зажимные устройства не должны сдвигать заготовку при ее закреплении и по возможности воспринимать силы резания.
Описание приспособления.
Данное приспособление относится:
1. По целевому назначению – к станочному;
2. По степени специализации – к специализированному;
3. По количеству одновременно устанавливаемых заготовок – к одноместному.
Специальные приспособления применяются в производствах, где по условиям работы станки на значительное время закрепляют за определенной операцией.
Закрепление заготовки необходимо для надежного контакта заготовки с установочными элементами приспособления, для предотвращения смещения заготовки под действием внешних сил, для увеличения жесткости технологической системы и устранения вибраций.
К столу станка приспособление крепится при помощи 2 станочных болтов, для чего предусмотрены специальные отверстия.
Установка детали производится на поверхность плиты и расположенные с ней в одной плоскости стойки. Это установочная база. Направляющей базой служит боковая поверхность детали, упирающаяся в стенку приспособления.
2.2.1 Расчёт приспособления
Силовой расчёт
Рассмотрим схему закрепления детали. В момент, когда фреза совершает рабочее движение, возникает дополнительная сила, прижимающая деталь к стойке. При движении фрезы в обратном направлении, возникает составляющая силы, стремящаяся оторвать деталь от плиты. Эта составляющая направлена против силы закрепления.
Т. о., в процессе обработки возникают 2 составляющие силы резания. Одна составляющая стремиться оторвать деталь от плиты. Вторая – стремится сдвинуть относительно оси.
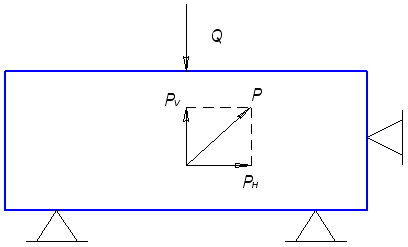
Схема действия сил.
Сила закрепления:
![]() - сила, предотвращающая отрыв заготовки
- сила, предотвращающая отрыв заготовки
![]() - сила, предотвращающая сдвиг заготовки,
- сила, предотвращающая сдвиг заготовки,
где ![]() – коэффициент запаса;
– коэффициент запаса;
![]() – коэффициент трения в местах контакта зажимных элементов с поверхностью заготовки;
– коэффициент трения в местах контакта зажимных элементов с поверхностью заготовки;
![]() – коэффициент трения в местах контакта установочных элементов с базовой поверхностью заготовки.
– коэффициент трения в местах контакта установочных элементов с базовой поверхностью заготовки.
![]() .
.
![]() где
где
![]() – коэффициент, учитывающий неточности расчётов;
– коэффициент, учитывающий неточности расчётов;
![]() – коэффициент, учитывающий влияние случайных факторов на величину силы резания;
– коэффициент, учитывающий влияние случайных факторов на величину силы резания;
![]() – коэффициент, учитывающий прогрессирующий износ инструмента;
– коэффициент, учитывающий прогрессирующий износ инструмента;
![]() – коэффициент, учитывающий нестабильность силы резания при прерывистой обработке;
– коэффициент, учитывающий нестабильность силы резания при прерывистой обработке;
![]() – коэффициент, учитывающий непостоянство развиваемой силы закрепления;
– коэффициент, учитывающий непостоянство развиваемой силы закрепления;
![]() – коэффициент, учитывающий удобство расположения рукояток в ручных зажимных устройствах;
– коэффициент, учитывающий удобство расположения рукояток в ручных зажимных устройствах;
![]() – коэффициент, учитывающийся при наличии моментов стремящихся провернуть заготовку.
– коэффициент, учитывающийся при наличии моментов стремящихся провернуть заготовку.
![]() , где
, где
![]() – коэффициент, учитывающий неточность расчёта максимальной силы резания;
– коэффициент, учитывающий неточность расчёта максимальной силы резания;
![]() – коэффициент, учитывающий неточность расчёта силы закрепления;
– коэффициент, учитывающий неточность расчёта силы закрепления;
![]() – коэффициент, учитывающий внезапные факторы возникающие при обработке.
– коэффициент, учитывающий внезапные факторы возникающие при обработке.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() , значит расчет ведем по
, значит расчет ведем по ![]()
Сила закрепления на губках зажима будет равна ![]()
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды