Анализ статистических методов контроля качества
Как уже отмечалось, основным критерием эффективности планов непрерывного выборочного контроля является предел среднего уровня выходного качества (![]() ). Однако
). Однако ![]() есть необходимое, но не достаточное условие для однозначного выбора плана, который зависит от двух параметров – f
есть необходимое, но не достаточное условие для однозначного выбора плана, который зависит от двух параметров – f
и i. Хиллер предложил использовать в качестве дополнительного критерия к ![]() среднее число дефектных изделий Dcp, которые проходят неконтролированными в последовательности из L изделий после ухудшения качества продукции:
среднее число дефектных изделий Dcp, которые проходят неконтролированными в последовательности из L изделий после ухудшения качества продукции:
![]() , (15)
, (15)
где ![]() , если i-е изделие дефектно, но не контролируется, и
, если i-е изделие дефектно, но не контролируется, и ![]() – в противном случае.
– в противном случае.
Этот результат получен в предположении, что средний уровень входного качества q после производства m0-го изделия резко изменяется от q0 до qx, где q1 > q0, т. е. качество продукции падает.
Критерий Хиллера основан на том, что, несмотря на непрерывность производства, продукция поступает потребителю партиями и последний заинтересован в том, чтобы число дефектных изделий в партии не превышало некоторого предела. Однако Dcp показывает только среднее число дефектных изделий в партии объемом L после ухудшения качества процесса, хотя действительное число дефектных изделий может существенно отличаться от среднего.
В этой связи представляет интерес предложение использовать в качестве дополнительного к qL критерия предельное число дефектных изделий dL в партии объемом L, изготовленной после ухудшения качества процесса [6].
Предположим, что во время выборочного контроля после l0-го изделия качество продукции резко ухудшилось с уровня входного качества q0 до q1, где q1 > q0. Пусть после (l0+ L)-гo изделия обнаруживается дефект и тогда либо начинается сплошной контроль, либо процесс останавливается для подналадки. Потребителю наименее выгодно получить партию объемом L, в которую войдут l0 + 1, l0 + 2, . . . , l0 + L изделия. Эта последовательность будет иметь место, если все Lf проконтролированных изделий окажутся годными. Вероятность такого события равна:
![]() (16)
(16)
Определим вероятность того, что число непроконтролированных дефектных изделий D в последовательности L не превысит числа dL:
![]() (17)
(17)
где ![]() – вероятность появления m дефектных изделий в последовательности L, а
– вероятность появления m дефектных изделий в последовательности L, а ![]() – вероятность того, что из m дефектных изделий непроконтролируемыми будут D = jизделий [2].
– вероятность того, что из m дефектных изделий непроконтролируемыми будут D = jизделий [2].
Предполагая, что число дефектных изделий m распределено по биномиальному закону, имеем
![]() (18)
(18)
Условную вероятность ![]() определяют из предположения, что изделия для контроля отбирают случайным образом с вероятностью f и после обнаружения дефектного изделия сразу же переходят к сплошному контролю, во время которого дефект не может быть пропущен. Тогда
определяют из предположения, что изделия для контроля отбирают случайным образом с вероятностью f и после обнаружения дефектного изделия сразу же переходят к сплошному контролю, во время которого дефект не может быть пропущен. Тогда
![]() (19)
(19)
Учитывая, что при ![]()
![]() (20)
(20)
и, подставляя (18), (19) и (20) в (17), получим окончательно
 (21)
(21)
На рис. 9 для различных доверительных вероятностей γ = Р (D ![]() d) и β = 0,1 построена монограмма, позволяющая для планов непрерывного выборочного контроля определять параметр f при заданном потребителем максимально допустимом числе дефектов d в партии объёмом L [6].
d) и β = 0,1 построена монограмма, позволяющая для планов непрерывного выборочного контроля определять параметр f при заданном потребителем максимально допустимом числе дефектов d в партии объёмом L [6].
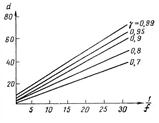
Рис. 9. Графики функции фильтрации для эквивалентных одноступенчатых планов с различными приёмочными числами
Рассмотрим следующий пример выбора конкретного плана контроля. Пусть потребителю продукция поступает партиями по 100 штук в каждой. Его удовлетворяет качество продукции, при котором в среднем 1 или 2 изделия в партии будут дефектными, он допускает отдельные партии с 5 дефектными изделиями, но бракует, если число дефектов больше 7. Допустим, что через каждые 2000 изделий происходит разладка процесса, во время которого качество резко падает. В этом случае qL = 1 % отвечает требованиям потребителя к среднему уровню качества продукции. По номограмме (рис. 9) находим, что f =![]() удовлетворяет требованию потребителя, допускающего отдельные партии с d
удовлетворяет требованию потребителя, допускающего отдельные партии с d ![]() 5 и бракующего продукцию, если d ≥ 7. Зная qL и f, можно однозначно определить план контроля, например план НВК–1 с параметрами f =
5 и бракующего продукцию, если d ≥ 7. Зная qL и f, можно однозначно определить план контроля, например план НВК–1 с параметрами f =![]() , i = 66 (рис. 3) [6].
, i = 66 (рис. 3) [6].
3. Критичные планы выборочного контроля
В связи с трудностями, возникающими при отборе оптимальных значений параметров f и i планов НВК–j, представляется обоснованным исследование других планов выборочного контроля непрерывного потока продукции. Рассмотрим планы контроля, в которых так же, как и для планов НВК–j, контроль ведётся в двух режимах. В режиме случайного отбора каждый очередной объект отбирается на контроль независимо с вероятностью f. При обнаружении дефектного объекта переходят на режим сплошного контроля. Объём последующей контрольной работы при обнаружении каждого очередного дефектного объекта взрастает на i единиц. После окончания периода сплошного контроля вновь возвращаются к выборочному, контролируя при этом f-ю часть изделий. Кратко такими планы называют критичными.
Типичная реализация хода контроля с использованием критичного плана приведена на рис. 10, где дан график функции, равной минимально возможному числу объектов, которые необходимо проконтролировать в режиме сплошного контроля до перехода на режим выборочного контроля с вероятностью случайного отбора на контроль, равной f. Крестиками отмечены номера контролируемых объектов [5].
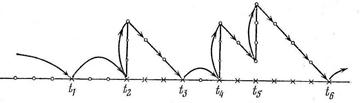
Рис. 10. Ход контроля при использовании критичного плана
Объект с номером t1 – годный и проконтролирован в режиме случайного отбора, [t2, t3] и [t4, t6] – интервалы сплошного контроля. В моменты t2, t4, t5 были обнаружены дефектные объекты. Для плана, соответствующего рис. 10, значение i = 3.
Уровень контроля или средняя доля контролируемых изделий для критичных планов
Другие рефераты на тему «Экономика и экономическая теория»:
Поиск рефератов
Последние рефераты раздела
- Рейдерство в России на примере рейдерского захвата «МЕГА ПАЛАС ОТЕЛЯ» в г. Южно-Сахалинск
- Акционерные общества и их роль в рыночной экономике
- Акционерное общество (компания, корпорация) как главный институт предпринимательской деятельности
- Альтернативные модели в рамках экономических систем
- Анализ внешней и внутренней среды предприятия
- Анализ государственного регулирования инновационной деятельности
- Анализ демографической ситуации и оценка использования трудовых ресурсов России