Анализ статистических методов контроля качества
![]() (10)
(10)
Для модели НКВ–5
![]() (11)
(11)
![]() (12)
(12)
где p1 – значение р, максимизирующее функцию qcp.
2.3 Многостадийные планы
Многостадийные выборочные планы обеспечивают более плавный переход от
выборочного к сплошному контролю. Они предусматривают сплошной контроль только тогда, когда качество продукции резко ухудшается. Общие схемы многостадийных планов непрерывного контроля представлены на рис. 6, 7[3].
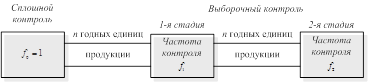
Рис. 6. Схема двухстадийного плана непрерывного контроля:
а) R = 1 – возврат на предшествующий режим контроля при обнаружении первой несоответствующей единицы продукции;
б) R = 2 – возврат на предшествующий режим контроля при обнаружении двух несоответствующих единиц продукции среди n проконтролированных и сохранение частоты f при одной несоответствующей единице продукции.
Алгоритм многостадийных планов непрерывного контроля предусматривает последовательный переход с одной стадии выборочного контроля на другую, со сплошного контроля на первую стадию выборочного контроля и наоборот.
Возможны только четыре варианта переходов:
– переход со сплошного контроля на первую стадию выборочного контроля – ослабление контроля;
– переход с текущей стадии выборочного контроля на стадию с номером на единицу больше – ослабление контроля;
– переход с текущей стадии выборочного контроля на стадию с номером на единицу меньше – усиление контроля;
– переход с первой стадии выборочного контроля на сплошной контроль - усиление контроля.
Для R = 2 при обнаружении в серии одного несоответствия частота выборочного контроля сохраняется [3].

Рис. 7. Схема трёхстадийного плана непрерывного контроля:
a) R = l – возврат на предшествующий режим контроля при обнаружении первой несоответствующей единицы продукции;
б) R = 2 – возврат на предшествующий, режим контроля при обнаружении двух несоответствующих единиц продукции среди n проконтролированных и сохранение частоты f при одной несоответствующей единице продукции
Планы многостадийного непрерывного выборочного контроля предусматривают такой порядок применения, который дает возможность в зависимости от качества представляемых изделий уменьшать или увеличивать последовательными стадиями (или уровнями) долю проверяемых изделий в общем числе представленных изделий. В начальной стадии применения выборочных планов проверяется или испытывается 100% продукции до тех пор, пока не пройдет определенное число i следующих друг за другом изделий, свободных от дефектов. После этого проверяется некоторая доля f представленных изделий. Если при этом обнаруживается i последовательно проверяемых свободных от дефектов изделий, объем проверок уменьшается до новой доли f2 представленных изделий. Эта процедура продолжается несколькими стадиями в зависимости от выбранного плана. Однако если на какой-либо стадии обнаружится дефектное изделие, до того как пройдет i последовательно проверяемых изделий, то планом предусмотрена специальная процедура для определения того, можно ли продолжать выборку прежним темпом или же необходимо вернуться к предыдущему темпу выборки [4].
Эта специальная процедура состоит в проверке последующих четырех изделий, произведенных или обработанных непосредственно за обнаруженным дефектным изделием. Если у этих четырех последующих изделий не обнаружится никаких дефектов, то выборка возобновляется в том же темпе, при котором было выявлено дефектное изделие. Если до того, как i последовательно проверенных изделий (включая четыре следующих друг за другом изделия) будут признаны приемлемыми и дефектов больше не обнаружится, то темп выборки снижается до следующего меньшего значения (следующий уровень). Если же обнаружится второе дефектное изделие (либо среди четырех следующих друг за другом изделий, либо после возобновления прежнего темпа выборки), то следует немедленно перейти к предыдущему уровню и снова проверять четыре следующих подряд изделия в соответствии с только что описанной процедурой (с тем лишь исключением, что если дефектное изделие обнаружено на стадии 1R, то осуществляется переход к сплошной проверке и повторяется процедура, описанная в предыдущем абзаце). Таким образом, темп выборки может быть замедлен или ускорен на определенную величину, если качество представленных изделий повышается или понижается. Кроме того, планом предусматривается возможность дифференциации между случайным появлением дефектного изделия, которое может иметь место даже в том случае, когда общий уровень качества является приемлемым, и общим плохим или неравномерным качеством.
На рис. 8 приведена схема применения трехстадийного плана [4]. Процедура для одного-, двух-, четырех- или пятистадийного плана будет аналогичной. Необходимо лишь расширить или сузить блок-схему для соответствующего числа уровней, имея в виду, что последний наинизший уровень всегда имеет порядок применения, подобный порядку применения третьего уровня, изображенному на рис. 8.
Таким образом, этот план можно использовать с любым числом уровней, но практический интерес представляют планы с числом уровней от двух до шести.
Для описания многостадийного плана [6]
 (13)
(13)
где ![]() .
.
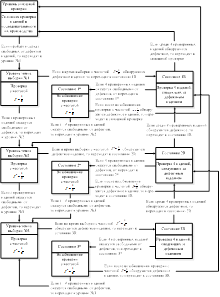
Рис. 8. Схема применения многостадийного плана непрерывного выборочного контроля
![]()
При k = 1 многостадийный план непрерывного выборочного контроля совпадает с первой моделью одностадийного плана. При выборе числа уровней (k) следует учесть, что если средний уровень входного качества q меньше qL, то с увеличением числа уровней уменьшается объем контроля, а если q больше qL, то одностадийный план обеспечивает меньший объем контроля [6].
2.4 Характеристики планов
Формулы для среднего уровня выходного качества qcp основаны на предположении, что процесс находится в налаженном состоянии, т. е. существует постоянная вероятность q появления дефектного изделия. Некоторые авторы исследовали выходные характеристики планов непрерывного выборочного контроля для случая, когда производственный процесс описывается дискретным случайным процессом. Так план НВК–1 гарантирует для произвольного процесса предел среднего уровня выходного качества
![]() (14)
(14)
Соотношение (14) выполняется для процесса, в котором чередуется производство дефектных изделий во время выборочного контроля и годных изделий во время сплошного контроля, что представляет наихудшие условия возможного поведения процесса. Полезность найденного соотношения для ![]() ограничена нереальностью модели. Используя это соотношение, можно наглядно проследить влияние гипотезы о налаженности процесса на выходные параметры плана НВК–1. Например, для налаженного процесса при f = 0,33 и
ограничена нереальностью модели. Используя это соотношение, можно наглядно проследить влияние гипотезы о налаженности процесса на выходные параметры плана НВК–1. Например, для налаженного процесса при f = 0,33 и ![]() = 5 величина
= 5 величина ![]() = 0,08, а для неналаженного –
= 0,08, а для неналаженного – ![]() = 0,25. К гипотезе о налаженности процесса менее чувствительны планы НВК–4 и НВК–5 [6].
= 0,25. К гипотезе о налаженности процесса менее чувствительны планы НВК–4 и НВК–5 [6].
Другие рефераты на тему «Экономика и экономическая теория»:
Поиск рефератов
Последние рефераты раздела
- Рейдерство в России на примере рейдерского захвата «МЕГА ПАЛАС ОТЕЛЯ» в г. Южно-Сахалинск
- Акционерные общества и их роль в рыночной экономике
- Акционерное общество (компания, корпорация) как главный институт предпринимательской деятельности
- Альтернативные модели в рамках экономических систем
- Анализ внешней и внутренней среды предприятия
- Анализ государственного регулирования инновационной деятельности
- Анализ демографической ситуации и оценка использования трудовых ресурсов России