Моделирование и оптимизация процесса ковки в вырезных бойках крупных поковок из слитков с целью проработки внутренней структуры металла
После подстановки значений ![]() и
и ![]() в уравнение для
в уравнение для ![]() получаем:
получаем:
 (1)
(1)
где Перемещение в направлении длины полосы записывается приближённо в виде функции:
где Продифференцируем равенство (2) по х:
Из условия несжимаемости:
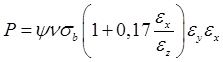
Решая это дифференциальное уравнение с учётом граничных условий Дя оценки степени проработки объёмной структуры металла необходимо определить значение интенсивности деформации сдвига где Тогда А интенсивность деформации сдвига Таким образом, можно определить степень деформации во всех направлениях, а также значение интенсивности деформации сдвига при различных углах выреза бойков и различной единичной степени обжатия. После нахождения максимальных степеней деформаций необходимо проверить достаточно ли усилия ковочного пресса для создания таких условий деформации. Для этого в формуле по определению усилия ковочного пресса, заменим данные о размерах заготовки в очаге деформации на их приближённые функциональные зависимости, которыми будут являться зависимости степеней деформации от угла выреза бойков и степени единичного обжатия:
4. ВЫБОР И ОБОСНОВАНИЕ СПОСОБА ОПТИМИЗАЦИИ
Оптимизация протяжки, являющейся основной и наиболее распространённой операцией в процессах ковки, - важная задача технолога. Формоизменение заготовки, обеспечивающее необходимую проковку металла – определяющий фактор в технологической схеме ковки, особенно операции протяжки. Поэтому для оптимизации процесса необходимо знание законов формообразования, что позволит минимизировать продолжительность процесса.
При разработке механических режимов протяжки следует учитывать назначение поковки, её конфигурацию, марку материала, а также размеры и форму бойков, и энергосиловые параметры оборудования. В свою очередь, расчёт параметров механического режима ковки, обеспечивающих требуемую степень проковки металла, должен основываться на данных о напряжённо-деформированном состоянии поковки при выбранной схеме деформирования.
Таким образом, знание зависимостей критериев оптимизации от набора управляющих параметров с учётом системы ограничений позволит найти оптимум в технологическом процессе ковки – протяжки.
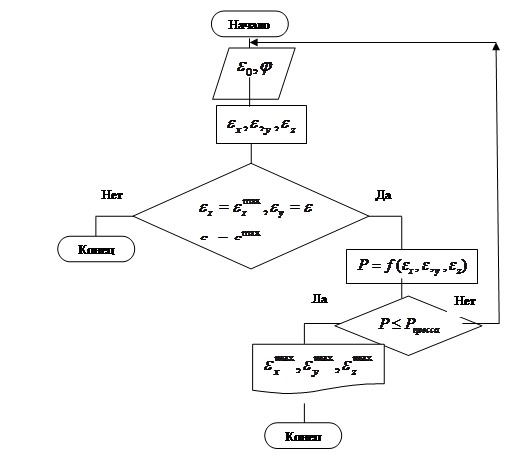
5. ПОСТРОЕНИЕ АЛГОРИТМА ОПТИМИЗАЦИИ
Алгоритм оптимизации для определения максимальных значений Рис. 4. Блок схема алгоритма определения максимальных значений 6. РАСЧЁТ ОПТИМАЛЬНЫХ ПАРАМЕТРОВ
Определим максимальные значения Процесс протяжки в вырезных бойках ведётся на гидравлическом ковочном прессе усилием 3000 тс (30МН).
Из практики известно, что процесс протяжки ведётся при степенях единичного обжатия от 7 до 20%. Рассчитаем максимальные степени деформации при угле выреза бойков 120º и Таблица 1. Расчет значения ε0 0,07 0,1 0,12 0,15 0,18 0,2 εх 0,049 0,070 0,084 0,105 0,127 0,141 εу 0,049 0,070 0,084 0,105 0,127 0,141 εz 0,098 0,141 0,169 0,211 0,253 0,281 Г 0,170 0,243 0,292 0,365 0,438 0,487  и
и ![]() (2)
(2)
![]() .
.
![]() (3)
(3)
![]() или
или
 (4)
(4)
![]() , получим:
, получим:
 (5)
(5)
![]() . Величина
. Величина ![]() определяется приближённо из условия равномерной деформации. В этом случае
определяется приближённо из условия равномерной деформации. В этом случае ![]() , а величина относительной деформации по оси z усредняется по сечению
, а величина относительной деформации по оси z усредняется по сечению
![]() ,
,
![]() .
.
 (6)
(6)
 (7)
(7)
![]() определяется в свою очередь как:
определяется в свою очередь как:
 (8)
(8)
 (9)
(9) ![]() ,
, ![]() ,
, ![]() при различных
при различных ![]() и
и ![]() представлен в виде блок-схемы на рис. 4.
представлен в виде блок-схемы на рис. 4.
![]() ,
, ![]() ,
, ![]() при различных
при различных ![]() и
и ![]()
![]() ,
, ![]() ,
, ![]() при различных единичных обжатиях
при различных единичных обжатиях ![]() и углах выреза бойков
и углах выреза бойков ![]()
![]() . Все расчеты произведены с помощью программы Microsoft Excel и сведены в табл. 1.
. Все расчеты произведены с помощью программы Microsoft Excel и сведены в табл. 1.
![]() ,
, ![]() ,
, ![]() при различных единичных обжатиях
при различных единичных обжатиях ![]() и угле выреза бойков 120º
и угле выреза бойков 120º
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела