Разработка технологического процесса механической обработки детали
2. ИНЖЕНЕРНАЯ ЧАСТЬ
2.1. Назначение и условия работы детали
Коробка перемены передач предназначена для изменения передаточных чисел трансмиссии и обеспечения реверса и, тем самым, получения различных скоростей движения трактора МТЗ-50 передним и задним ходом.
Кроме того, конструкция коробки передач обеспечивает привод переднего моста, синхронного заднего и боко
вого валов отбора мощности, а также предусматривает возможность получения пониженных скоростей при установке ходоуменьшителя.
Рассматриваемая деталь 1 – ведомая шестерня 50-1701216 расположена на шлицах полого, промежуточного вала 2 и закреплена на нём неподвижно, само колесо в процессе работы входит в зацепление с ведущей шестерней 4, сидящей на шлицах ведущего вала 5.
Эскиз сборочной единице представлен на рисунке 2.1.
Шестерня ведомая изготавливается из стали 25ХГТ ГОСТ 4543-71, химический состав и механические свойства которой представлены в табл.1.1. Данная деталь является цилиндрическим прямозубым зубчатым колесом и предназначена для передачи вращательного движения между валами с параллельными осями вращения. Зубчатая передача, в состав которой входит рассматриваемая деталь является силовой, т.е., служит для передачи крутящего момента с изменением частоты вращения валов.
Таблица 2.1. – Химический состав и механические свойства стали 25ХГТ ГОСТ 4543-71
|
Химический состав | |||||||||
|
С, % |
Сr, % |
Mn, % |
Ti, % |
Si, % |
S, % |
P, % | |||
|
0,22-0,28 |
1,00-1,30 |
0,80-1,10 |
0,06-0,12 |
0,17-0,37 |
<0,040 |
<0,040 | |||
|
Механические свойства | |||||||||
|
Gв, МПа |
Gт, МПа |
δ, % |
Ψ, % | ||||||
|
600-620 |
360-380 |
25-28 |
28-30 | ||||||
Gв – предел прочности;
Gт – предел текучести;
δ ,Ψ – относительное удлинение и относительное сужение соответственно.
Основными причинами, вызывающими выход из строя шестерни являются: износ поверхностей зубьев, усталостные разрушения, связанные с явлением питтинга контактирующих поверхностей.
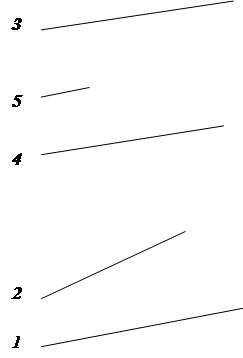
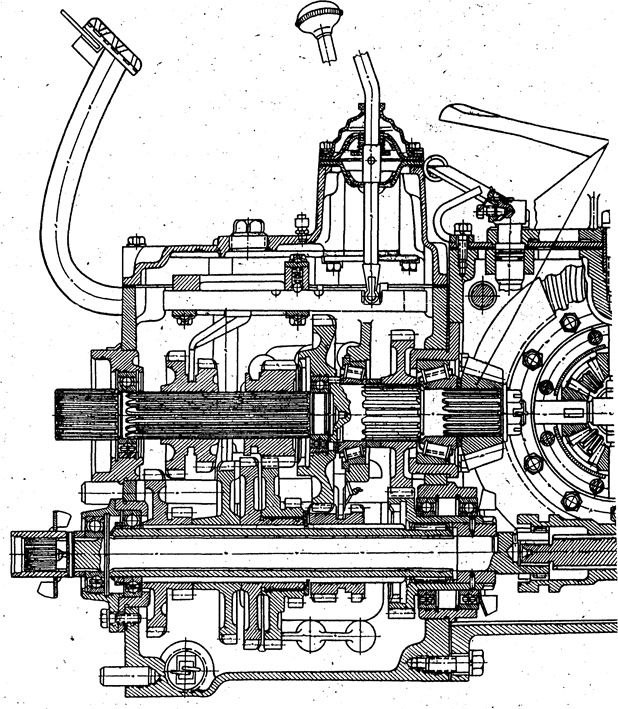
Рисунок 2.1. – Эскиз сборочной единицы (КПП трактора МТЗ-50).
2.2. Анализ технологичности конструкции детали
2.2.1.Качественная оценка технологичности конструкции
Шестерня ведомая изготовлена из стали 25ХГТ и проходит термическую обработку, которая приводит к короблению детали при нагреве и охлаждении. В этом отношении перемычка, связывающая тело зубчатого венца и ступицу, расположена неудачно, так как при термической обработке возникнут односторонние искажения. Зубчатый венец уменьшится в размерах и вызовет сжатие ступицы с левого торца. Таким образом отверстие приобретёт коническую форму, что скажется на характере искажения зубчатого венца. Это в свою очередь приводит к обязательной калибровки шлицевого отверстия после термической обработки.
С точки зрения механической обработки зубчатые колёса вообще нетехнологичны, так как операции нарезания зубьев со снятием стружки производится в основном малопроизводительными методами. Применение пластического формообразование затруднено из-за недостаточной жёсткости обрабатываемой шестерни.
Наличие выступа относительно зубчатого венца на левом торце неизбежно приведёт к тому, что при одновременной обработке двух деталей зубофрезерованием между ними придётся установить прокладку в виде кольца, что соответственно увеличит длину резания и, следовательно, приведёт к снижению производительности процесса. Кроме того это приведёт к тому, что на нижнем торце верхней детали при зубофрезеровании образуются заусенцы, которые нужно будет снять.
Положительным следует считать наличие двух фасок в шлицевом отверстии, наружный диаметр которых больше наружного диаметра шлицевого отверстия. Это позволяет протягивать шлицевые отверстия после изготовления фасок, а торцы обрабатывать на многорезцовом станке. В этом случае резцы для подрезки торцов не будут доходить до шлицевого отверстия, что обеспечит хорошие условия резания (не на прерывистой поверхности) и, следовательно, высокую точность.
В целом применительно для деталей данного класса обрабатываемую шестерню можно считать достаточно технологичной, так как обеспечивается свободный доступ режущего и мерительного инструмента, хорошие условия отвода стружки и СОЖ, отсутствуют скрытые полости и высокоточные поверхности.
2.2.2. Количественная оценка технологичности конструкции
При количественной оценки технологичности детали, согласно методике изложенной в [ ], определяют значения следующих показателей:
1. Коэффициент унификации конструктивных элементов:
Ку.э. = Qу.э./Qэ = 9/13 = 0,69; (2.1)
где Qу. э и Qэ – соответственно число унифицированных конструктивных элементов детали и общее, шт.;
2. Коэффициент применяемости стандартизованных обрабатываемых поверхностей:
Кп.ст. = Dо.с./Dм.о. = 7/10 = 0,7; (2.2)
где Dо.с. и Dм.о. – соответственно число поверхностей детали обрабатываемых стандартным режущим инструментом, и всех, подвергаемых механической обработке поверхностей;
3. Коэффициент обработки поверхностей:
Кп.о. = Dм.о./Qэ = 10/13 = 0,77; (2.3)
4. Коэффициент использования материала:
Ки.м. = q/Q = 3,045/5 = 0,61; (2.4)
где q и Q – соответственно масса детали и заготовки, кг;
5. Коэффициент применения типовых технологических процессов:
Кт.п. = Qт.п. / Qи = 3 / 4 = 0,75; (2.5)
где Qт.п. и Qи – соответственно число типовых технологических процессов для изготовления детали и общее;
6. Масса детали – 3,045,кг;
7. Максимальное значение квалитета обработки - 9;
8. Минимальное значение параметра шероховатости обрабатываемых поверхностей Ra – 0,63.
Другие рефераты на тему «Педагогика»:
- Психолого-педагогические проблемы развития словаря детей дошкольного возраста
- Виды деятельности в артпедагогике
- Принцип межпредметных связей при решении химических задач. Разбор основных способов решения расчетных задач
- Экспериментальная работа по формированию культуры межнационального общения младших школьников средствами коллективной творческой деятельности
- Развитие образования и педагогической мысли в период Речи Посполитой
Поиск рефератов
Последние рефераты раздела
- Тенденции развития системы высшего образования в Украине и за рубежом: основные направления
- Влияние здоровьесберегающего подхода в организации воспитательной работы на формирование валеологической грамотности младших школьников
- Характеристика компетенций бакалавров – психологов образования
- Коррекционная программа по снижению тревожности у детей младшего школьного возраста методом глинотерапии
- Формирование лексики у дошкольников с общим недоразвитием речи
- Роль наглядности в преподавании изобразительного искусства
- Активные методы теоретического обучения