Разработка технологического процесса механической обработки детали
Итого: 3,9 5,5
Ниже представлены схемы расположения припусков и допусков на рассчитанные выше обрабатываемые поверхности.
На остальные поверхности припуски назначаем по ГОСТ 7505-89 и результаты сведём в таблицу.
Таблица 2.6.– Значения припусков
|
Выдерживаемый размер < /td> |
По ГОСТ |
Расчётные значения |
|
1 |
2 |
3 |
|
Ø75 |
2,6 |
- |
|
Ø189 |
3,0 |
2,9 |
|
Ø52 |
2,6 |
4,6 |
|
1 |
2 |
3 |
|
53 |
2,6 |
- |
|
19 |
2,4 |
- |
Как видно из полученных результатов расчётные значения припусков значительно ниже тех значений, которые выбирались по ГОСТ, это объясняется тем, что в случае использования расчётно-аналитического метода учитываются конкретные условия и требования, предъявляемые к обрабатываемой поверхности, а не используются усреднённые значения.
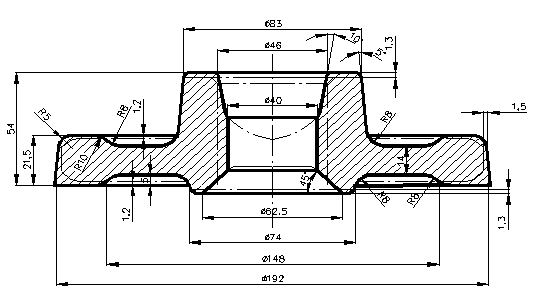 |
Рисунок 2.9.– Эскиз заготовки
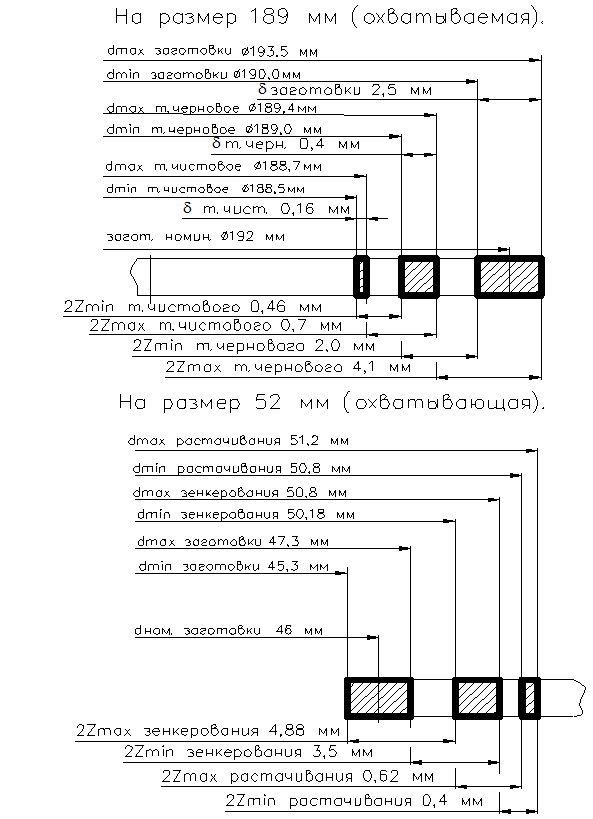 |
Рисунок 2.10.– Схема расположения припусков
2.7.4. Расчет режимов резания
Режимы резания устанавливаются в зависимости от требуемой точности и качества обрабатываемых поверхностей, а также исходя из условий минимально возможной себестоимости и наибольшей производительности.
В настоящее время применяются, как правило, две методики по расчёту режимов обработки: расчётно-аналитический метод и по нормативным данным. В первом случае используется методика изложенная в [ ], во втором пользуются справочником [ ].
Рассмотрим подробно методику назначения режимов резания расчётно-аналитическим методом на примере 005 операции рассматриваемого технологического процесса (операционный эскиз смотреть в приложении). Ведётся токарная обработка наружного диаметра (Ø189мм) зубчатого колеса (позиция IV).
Глубина резания t = 1 мм. Согласно методике изложенной в [19], скорость резания определим по зависимости вида:
V = CVKV / (Tmtxsy), (2.56)
где КV – поправочный коэффициент представляющий собой произведения ряда коэффициентов, а именно:
КМV - учитывает влияние материала заготовки, КМV = КГ (750/GВ)nv;
КГ – характеризует группу стали по обрабатываемости, КГ = 1,0;
GВ – предел прочности обрабатываемого материала, GВ = 620 МПа;
КnV – коэффициент отражающий фактическое состояние поверхности заготовки, КnV = 0,8;
КИV - коэффициент учитывающий качество материала режущего инструмента, КИV = 0,65;
КТИ – учитывает изменение стойкости при многоинструментальной обработке, КТИ = 1,7;
Таким образом:
КV = 1,0 (750/620)1,0 ×0,8×0,65×1,7 = 1,07.
CV – поправочный коэффициент, CV = 420;
Т – величина периода стойкости инструмента, в нашем случае принимается равной 240 мин;
S – величина подачи, назначается в соответствии с глубиной резания, S = 0,26 мм/об;
m,x,y–показатели степени, назначаются согласно рекомендациям в [19], m = 0.2, x = 0.15, y = 0.2.
Таким образом значение скорости резания определится, как:
V = 420×1,07 / (2400,2 × 10,15 × 0,260,2) = 197 м/мин.
В качестве примера назначения режимов обработки на основании нормативных данных рассмотрим процесс зенкерования отверстия (Ø47 мм), операция 005, позиция III. Согласно методике изложенной в [ ] скорость резания определяется из следующей зависимости:
V = Vтабл. К1 К2 К3, (2.57)
где Vтабл. – скорость резания определяемая по таблице, Vтабл. = 58 м/мин;
К1 – коэффициент, зависящий от обрабатываемого материала, К1 = 1,0;
К2 - коэффициент, зависящий от отношения принятой подачи к подаче, указанной в таблице, Sтабл = 0,48 мм/об, Sпр = 0,5 мм/об, значит 0,5 / 0,48 = 1,04, соответственно К2 = 1,05;
К3 - коэффициент, зависящий от стойкости инструмента, Т = 240 мин, значит К3 = 0,8.
Вследствие того, что зенкерование идёт по корке, то Vтабл. Уменьшаем на 20% и получаем, что Vтабл. = 48 м/мин.
Окончательно получим:
V = 48×1,1×1,05×0,8 = 45 м/мин,
Что соответствует n = 300 об/мин.
Режимы резания для остальных операции механической обработки будем назначать, руководствуясь нормативами [ ], результаты расчётов сведены в таблице 2.7.
Таблица 2.7. – Режимы резания (расчётные)
|
Базовый вариант |
Предлагаемый вариант | ||||||
|
№ опер. |
№ пер. |
t, мм |
S, мм/об |
V, м/мин |
t, мм |
S, мм/об |
V, м/мин |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
005 |
II |
1,6 |
0,313 |
95 |
0,75 |
0,31 |
150 |
|
III |
6 |
0,481 |
25,7 |
3,5 |
0,50 |
45 | |
|
IV |
1,5 |
0,313 |
95 |
1 |
0,31 |
148,4 | |
|
V |
4 |
0,313 |
95 |
0,75 |
0,31 |
150 | |
|
VI |
0,7 |
0,267 |
93 |
6 |
0,26 |
106,8 | |
|
VII |
0,9 |
0,267 |
92 |
1,8 |
0,26 |
79,5 | |
|
VIII |
0,6 |
0,267 |
93 |
6 |
0,26 |
88,6 | |
|
010 |
- |
- |
2 |
- |
- |
3 | |
|
015 |
Продольн. |
0,8 |
0,16 |
83,1 |
0,8 |
0,31 |
148 |
|
Поперечн. |
0,5 |
0,2 |
83,1 |
0,5 |
0,2 |
149 | |
|
025 |
10,125 |
2,6/6,5 |
31,4 |
10,125 |
2,6/6,5 |
88,5 | |
|
035 |
0,5 |
- |
tZ =1,26 c/зуб |
0,5 |
- |
tZ =1,0 c/зуб | |
|
045 |
1,5 |
2 об.заг/мин |
50 |
1,5 |
2 об.заг/мин |
54 | |
|
050 |
0,22 |
0,7 |
113 |
0,22 |
0,8 |
113 | |
|
065 |
- |
- |
15 |
- |
- |
15 | |
|
070 |
- |
- |
- |
- | |||
|
75 |
0,015 |
- |
149 |
0,015 |
- |
149 | |
Другие рефераты на тему «Педагогика»:
- Операция над множествами как основа обучения арифметическим действиям над целыми неотрицательными числами
- Теория преподавания истории Украины в школе
- Воспитание личности школьника в детских и молодежных общественных организациях
- Особенности словоизменения у дошкольников со стертой дизартрией
- Анализ уроков учителя истории Полуяновой Светланы Валерьевны
Поиск рефератов
Последние рефераты раздела
- Тенденции развития системы высшего образования в Украине и за рубежом: основные направления
- Влияние здоровьесберегающего подхода в организации воспитательной работы на формирование валеологической грамотности младших школьников
- Характеристика компетенций бакалавров – психологов образования
- Коррекционная программа по снижению тревожности у детей младшего школьного возраста методом глинотерапии
- Формирование лексики у дошкольников с общим недоразвитием речи
- Роль наглядности в преподавании изобразительного искусства
- Активные методы теоретического обучения