Паяные соединения. Технология магнитных дисков. Коммутационные устройства
Поскольку для образования спая необходимо и достаточно смачивания поверхности основного металла расплавом припоя, то это гарантирует паяемость с физической точки зрения, а с технологической - условие соблюдения режимов процесса пайки. Паяемость металлов оценивают несколькими методами:
1) замером площади растекания припоя и определением коэффициента растекания Кр:
src="images/referats/6933/image002.png">
где SP - площадь растекания; So - площадь дозы припоя (рис.2);
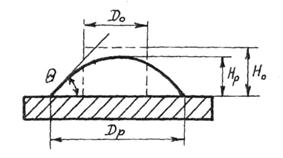
Рис.2. Схема растекания капли припоя
![]() 2) определением Кр по высоте капли растекшегося припоя:
2) определением Кр по высоте капли растекшегося припоя:
![]()
где Но, Нр - высота капли припоя до и после растекания.
3) краевым углом смачивания (Q);
4) по высоте или времени подъема припоя в капиллярном зазоре;
5) по величине усилия, действующего на образец основного металла, погружаемого в припой.
Высота капли до растекания находится из условия несмачивания поверхности:
где р - плотность припоя; g - ускорение силы тяжести.
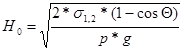
Для измерения высоты капли припоя после растекания разработан прибор, в основу которого положен принцип бесконтактного измерения с помощью индук-тивногопреобразователя (рис.3).
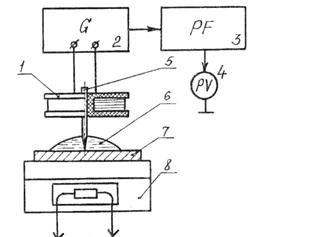
Рис.3. Схема прибора для измерения высоты капли растекшегося припоя
Контроль качества предусматривает следующие виды оценки паяных соединений:
- по внешнему виду с использованием эталона паяного соединения с углом смачивания порядка 5-10°С при 100% контроле;
- прочности соединений на отрыв при выборочном контроле на образцах-свидетелях;
- переходного сопротивления контакта выборочно для различных проводников;
![]() - надежности соединения путем определения интенсивности отказов в течение заданного срока испытаний.
- надежности соединения путем определения интенсивности отказов в течение заданного срока испытаний.
Критериями оценки прочности паяных соединений являются: величина усилия отрыва, устойчивость соединений при воздействии знакопеременных нагрузок и вибропрочность.
Дефекты в паяных соединениях: поры, раковины, трещины могут быть обнаружены с помощью телевизионно- рентгеновского микроскопа МТР-3 либо ультразвуковым контролем.
Определенная часть дефектов, иногда до 60% от общего числа, может быть выявлена методом модуляции электрического сигнала. Метод основан на свойстве дефектов паяных соединений служить модуляторами сигнала.
Одним из перспективных методов объективного контроля паяных соединений является оценка температурного перепада соединений. Благодаря этому методу обнаруживаются зоны локальных перегревов, соответствующие дефектным паяным соединениям, которые имеют температуру на 1-50С выше номинальной.
Повышение качества контроля паяных соединений достигается путем применения лазерной системы контроля дефектов (рис.4).
Рис.4. Схема лазерного контроля паяных соединений
За счет этой системы удается контролировать около десяти паяных соединений в секунду, которые расположены на расстоянии 1,25 мм друг от друга.
2. Технология магнитных дисков (МД) является сложной: объединяет сотни операций, выполняемых на нескольких десятках единиц нестандартного технологического оборудования; многие параметры, режимы и условия ведения процессов изготовления МД являются производственными секретами фирм-изготовителей МД.
Наиболее часто основа жестких МД изготовляется из листового проката легких сплавов. Механические свойства используемых материалов существенно влияют на физико-механические и прочностные характеристики МД. Выбор материалов для изготовления основы МД весьма ограничен в связи с многообразием и противоречивостью предъявляемых к ним требований. После отказа от МД на основе чистого алюминия, стекла и керамики остановились на применении в качестве основы МД алюминиевых сплавов и листового проката сплавов других легких металлов, в частности магния.
Предпочтение в настоящее время отдается алюминиевым, а не магниевым сплавам, так как последние недостаточно однородны по химическому составу, имеют высокие значения коэффициента теплового расширения и нетехнологичны при обработке.
Основа жестких МД изготовляется из термообработанных листов алюминиевого сплава, подбираемого по ряду критериев и физических свойств. Лист должен быть изготовлен из сплава однородного мелкозернистого состава характеризуемого заданными значениями коэффициента теплового расширения, плотности, твердости, упругости и др.
После обработки на всех стадиях изготовления, которая могла повлечь за собой нарушение плоскостности основы диска, либо повлекла за собой генерацию в материале основы термомеханических напряжений, материал основы вновь неоднократно обрабатывается с целью доведения основы до состояния, удовлетворяющего жестким требованиям жестких МД сосредоточено лишь в нескольких зарубежных фирмах-гигантах: IBM (США), BASF (ФРГ), Pyral (Франция) и на ряде японских фирм.
Перед началом изготовления основы ее заготовку (листовой прокат алюминиевого сплава) проверяют на равнотолщинность, степень макро- и микродефектности, а также на удовлетворение требованиям по физико-механическим характеристикам.
Стадия изготовления основы жесткого диска включает: вырезание из листа алюминиевого сплава заготовок с размерами (наружным и внутренним диаметрами), находящимися в жестких «плюсовом» и «минусовом» допусках; механическую очистку поверхности заготовок; их химическую очистку; опрессовку при повышенной температуре с целью восстановления плоскостности и снятия механических напряжений, возникших в заготовке основы при ее вырезании из листа; химическую очистку; промывку; обточку до окончательных заданных размеров (величин наружного и внутреннего диаметров основы); шлифовку; полировку. Приведенный перечень основных технологических операций изготовления основы жесткого МД диска нуждается в пояснении. Во-первых, основа диска зеркально обрабатывается на станках, работающих без вибрации; обработанная поверхность должна отвечать 12-му классу шероховатости (параметр шероховатости ≤0,025 мкм). Во-вторых, химическая очистка поверхности основы диска от загрязнений ничем не напоминает тривиальное обезжиривание, известное в практике лакокрасочных производств. В нашем случае она включает технологические операции: обработку основы горячим растворителем, последующую обработку растворителем холодным, обработку перенасыщенными парами растворителей.
Основные параметры процесса:
- температура воды в ванне около 350К;
- удельное электросопротивление воды более 1 МОм∙см;
- время выдержки заготовки основы в теплой воде 1 .30 с;
- скорость обдува основы горячим воздухом до 50 м/с при расходе 3 .15 м/мин;
Другие рефераты на тему «Коммуникации, связь и радиоэлектроника»:
Поиск рефератов
Последние рефераты раздела
- Микроконтроллер системы управления
- Разработка алгоритмического и программного обеспечения стандарта IEEE 1500 для тестирования гибкой автоматизированной системы в пакете кристаллов
- Разработка базы данных для информатизации деятельности предприятия малого бизнеса Delphi 7.0
- Разработка детектора высокочастотного излучения
- Разработка микропроцессорного устройства для проверки и диагностики двигателя внутреннего сгорания автомобиля
- Разработка микшерного пульта
- Математические основы теории систем