Автоматизация технологических процессов и объектов
Если задачей регулирования является стабилизация состава кубового продукта, то расход греющего пара задается регулятором температуры низа колонны 6а, а расход дистиллята стабилизируется регулятором 1а. Одновременное регулирование составов (или температур) верха и низа колонны обычно не применяют, так как эти координаты связаны между собой, и их одновременное регулирование по обратной связи може
т привести к снижению запаса устойчивости системы.
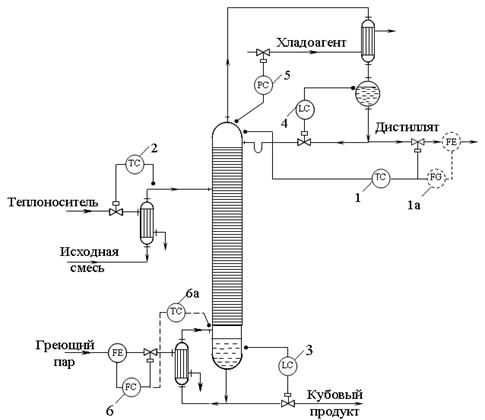
Рис. 2. Система автоматизации ректификационной установки, построенная на одноконтурных АСР отдельных технологических параметров:
1 - регулятор температуры верха колонны; 2 – регулятор температуры питания; 3 – регулятор уровня в кубе колонны; 4 – регулятор уровня во флегмовой ёмкости; 5 – регулятор давления в колонне; 6 – регулятор расхода греющего пара; 1а – регулятор расхода дистиллята;
6а – регулятор температуры низа.
Несмотря на простоту, рассматриваемая система автоматизации обладает рядом недостатков. Так, стабилизация расхода греющего пара без учета реальной обстановки в системе обычно приводит к перерасходу пара, поскольку регулятору расхода устанавливается завышенное задание с учетом возможных колебаний энтальпии греющего пара, переохлаждения флегмы и других возмущений в процессе.
Отсутствие компенсирующих воздействий по возмущениям со стороны питания приведет к большим динамическим ошибкам регулирования составов продуктов, так как регулятор состава (или температуры) на конце колонны получит сигнал об отклонении регулируемой координаты от заданного значения лишь после того, как изменится состав жидкости по всей высоте колонны.
Использование температуры продукта для регулирования его состава имеет еще один существенный недостаток: колебания температуры при изменении состава соизмеримы с ее колебаниями при изменении давления в аппарате и часто оказываются соизмеримы с погрешностью контрольно-измерительного прибора. Например, при разности температур кипения чистых продуктов 20°С (например, ![]() =100°С;
=100°С; ![]() = 8О°С) и допустимых колебаниях состава продукта ± 1 % соответствующие колебания температуры составят ±0,2 °С. В то же время для потенциометра со шкалой 0—150 °С и классом точности 0,5 погрешность измерения составит 0,75 °С. На практике при разделении близкокипящих смесей веществ сколько-нибудь ощутимые колебания температуры можно наблюдать только в средней части каждой секции колонны. Эту особенность следует учитывать при выборе класса точности и шкалы вторичного прибора, а также места отбора импульса по температуре.
= 8О°С) и допустимых колебаниях состава продукта ± 1 % соответствующие колебания температуры составят ±0,2 °С. В то же время для потенциометра со шкалой 0—150 °С и классом точности 0,5 погрешность измерения составит 0,75 °С. На практике при разделении близкокипящих смесей веществ сколько-нибудь ощутимые колебания температуры можно наблюдать только в средней части каждой секции колонны. Эту особенность следует учитывать при выборе класса точности и шкалы вторичного прибора, а также места отбора импульса по температуре.
Вариант 2 (рис. 3.) отличается от первого использованием регуляторов 6 соотношения расходов греющего пара и питания (или расходов флегмы и питания), обеспечивающих минимизацию энергозатрат на разделение. Кроме того, для регулирования температуры продукта применяют каскадную АСР с дополнительным импульсом по производной от температуры на контрольной тарелке (регуляторы 1 и 1а), что позволяет уменьшить динамическую ошибку регулирования.
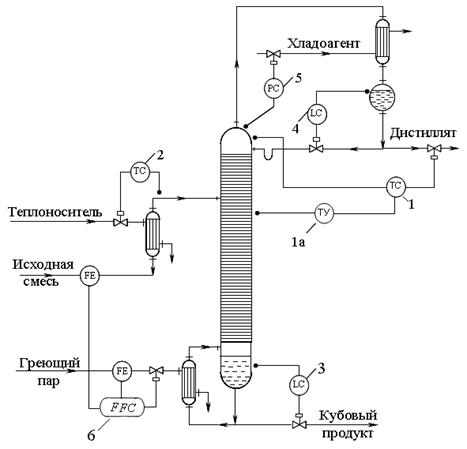
Рис. 3. Система автоматизации ректификационной установки со статической компенсацией возмущений по расходу питания и с каскадной АСР температуры верха колонны:
1 – регулятор температуры верха колонны; 1а – дифференциатор; 2 – регулятор температуры питания; 3,4 – регулятор уровня; 5 – регулятор давления; 6 – регулятор соотношения.
Вариант 3 (рис. 4.) является примером системы автоматизации, которая может быть реализована с применением средств вычислительной техники. Здесь расходы дистиллята и греющего пара регулируются регуляторами / и 6, задания которым корректирует вычислительное устройство 7 в зависимости от расхода и состава питания и энтальпии греющего пара с учетом динамических характеристик колонны. Эта АСР должна обеспечить приближенную инвариантность системы по отношению к контролируемым возмущениям. Однако наличие неконтролируемых возмущений (например, переохлаждение флегмы) приведет к нарушению режима в колонне и отклонению состава продукта от заданного.
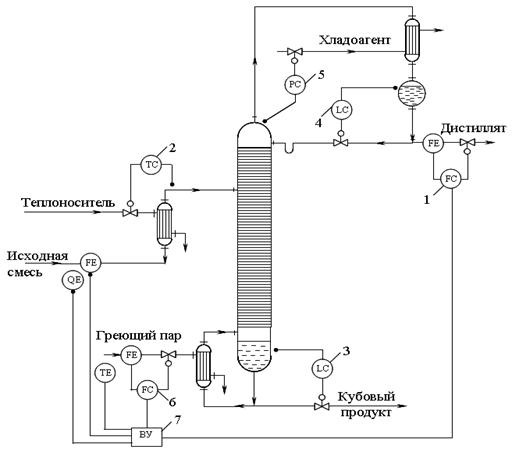
Рис. 4. Система автоматизации ректификационной установки с компенсацией возмущений по расходу и составу питания и температуре греющего пара: 1,6 – регуляторы расхода; 2 – регулятор температуры; 3,4 – регуляторы уровня; 5 – регулятор давления; 7 – вычислительное устройство.
Рассмотренные системы не исчерпывают всего многообразия способов и систем регулирования, применяемых для ректификационных установок. Так, на рис. 5 показана схема регулирования давления в колонне отводом инертных газов из флегмовой емкости. Регулирование соотношения расходов флегмы и дистиллята с коррекцией по составу дистиллята обеспечивает стабилизацию состава продукта в результате изменения флегмового числа. Производительность колонны по дистилляту поддерживается регулятором расхода 1, а уровень во флегмовой ![]() емкости регулируется изменением подачи хладагента в дефлегматор.
емкости регулируется изменением подачи хладагента в дефлегматор.
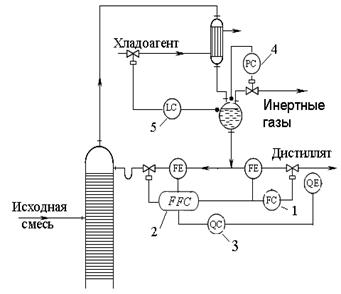
Рис. 5. Пример системы регулирования верха тарельчатой ректификационной колонны:
1 – регулятор расхода дистиллята; 2 – регулятор соотношения расходов флегмы и дистиллята; 3 – регулятор состава дистиллята; 4 – регулятор давления во флегмовой ёмкости; 5 – регулятор уровня во флегмовой ёмкости.
В насадочных ректификационных колоннах одним из основных регулируемых параметров является перепад давления, обеспечивающий заданный гидродинамический режим в аппарате. Обычно перепад давления регулируют изменением подачи греющего пара в кипятильник (регулятор 5 на рис. 6.).
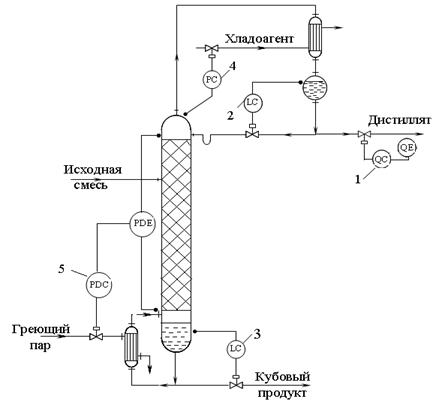
Рис. 6. Пример системы автоматизации насадочной ректификационной колонны: 1 – регулятор состава; 2,3 – регуляторы уровня; 4 – регулятор давления; 5 – регулятор перепада давления.
Лекция №16. Автоматизация абсорбционных и выпарных установок
На примере процесса ректификации была рассмотрена общая методика анализа массообменных установок как объектов автоматизации и последовательность выбора систем регулирования. Другие массообменные процессы, отличаясь кинетикой, конструкцией аппаратов и другими характерными особенностями, имеют много общего с процессом ректификации. Поэтому не будем останавливаться на анализе этих процессов, а ограничимся лишь рассмотрением примеров автоматизации некоторых из них.
Абсорбционные установки являются промежуточными стадиями в технологическом процессе, поэтому задача оптимального управления ими подчиняется общей задаче управления процессом в целом. Чаще всего —это задача минимизации технологической составляющей себестоимости готового продукта, характеризующей стадию абсорбции. В зависимости от конкретных условий работы абсорбционной установки такая задача сводится либо к максимизации степени абсорбции, либо к минимизации энергозатрат на разделение смеси.
Другие рефераты на тему «Физика и энергетика»:
Поиск рефератов
Последние рефераты раздела
- Автоматизированные поверочные установки для расходомеров и счетчиков жидкостей
- Энергосберегающая технология применения уранина в котельных
- Проливная установка заводской метрологической лаборатории
- Источники радиации
- Исследование особенностей граничного трения ротационным вискозиметром
- Исследование вольт-фарадных характеристик многослойных структур на кремниевой подложке
- Емкость резкого p-n перехода