Вагоно-ремонтный завод в Стерлитамаке
Скорость продольного перемещения стола, мм/мин 2-25
Мощность электродвигателя главного привода, кВт 1,5
Габаритные размеры, мм 1310ĥ1150ĥ1550
Масса, кг 1000
1.4.3 Технологическая оснастка, используемая на участке
Кулачковые патроны бывают двух-, трех- и четырехкулачковые. В двух-кулачковых самоцентрирующих патронах (рисунок 30, а) закрепляют различные фасон
ные отливки и поковки, причем кулачки таких патронов часто предназначены для закрепления заготовки только одного типоразмера. Наиболее массовые трехкулачковые самоцентрирующие патроны (рисунок 1, б) используют при обработке заготовок круглой и шестигранной формы или круглых прутков большого диаметра. В четырехкулачковых самоцентрирующих патронах (рисунок 2) закрепляют прутки квадратного сечения, а в патронах с индивидуальной регулировкой кулачков — заготовки прямоугольной или несимметричной формы. Кулачковые патроны выполняются с ручным и механизированным приводом зажимных механизмов.
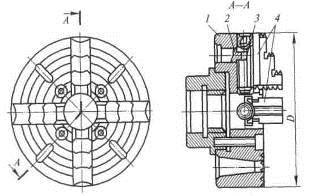 |
1 - корпус; 2 - сухарь; 3 - винт; 4 - кулачок; D - диаметр патрона
На патрон в зависимости от размеров и формы заготовок устанавливают сменные кулачки 8 на выступы оснований 6 и 11 и прикрепляют винтами 7 и 12. Упоры 17 устанавливают по размеру заготовки и фиксируют винтами 18, передвигающимися в Т-образных пазах корпуса, и гайками 19. Стержень 9 с помощью шпонок 10 обеспечивает одновременное перемещение кулачков при наладке патрона.
Применение автоматизированного патрона сокращает время на зажим заготовки и открепление обработанной детали по сравнению с ручным механизмом на 70 .80 %; в значительной мере облегчает труд рабочего.
Самоцентрирующие трехкулачковые клиновые быстропереналаживаемые патроны, конструкции которых показаны на рис. 3, предназначены для базирования и закрепления заготовок типа вала и диска при обработке на токарных станках, в том числе с ЧПУ.
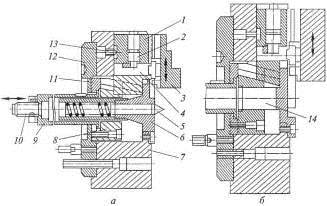 |
Рисунок 3 – Самоцентрирующие трехкулачковые клиновые патроны для обработки заготовок типа вала (а) и диска (б):
1 - основной кулачок; 2 - эксцентрик; 3 - накладной кулачок; 4 - тяга; 5 - плавающий центр; 6 - сменная вставка; 7 - корпус; 8 - втулка с клиновыми замками; 9 - втулка; 10 - винт; 11,, 12 - фланцы; 13 - штифт; 14 - вставка
Патрон (рис. 3, а) состоит из корпуса 7, основных 1 и накладных 3 кулачков, сменной вставки 6 с плавающим центром 5 и эксцентриков 2, в кольцевые пазы которых входят штифты 13. Быстрый зажим и разжим накладных кулачков при их переналадке осуществляется тягами 4 через эксцентрики 2. Для обработки заготовок типа вала в патрон устанавливают сменную вставку 6 с плавающим центром 5 и выточкой по наружному диаметру. Заготовку располагают в центрах (центре 5 и заднем центре станка) и зажимают плавающими кулачками с помощью втулки 8 с клиновыми замками, которая соединена с приводом, закрепленным на заднем конце шпинделя станка. Разжим осуществляется с помощью фланца 11. Для выполнения работ в патроне с самоцентрирующими кулачками сменную вставку 6 заменяют вставкой 14 (рис. 32, б), которая не имеет выточки по наружному диаметру, благодаря чему обеспечивается самоцентрирование патрона. Патрон крепят на шпиндель станка с помощью фланца 12. К приводу патрон присоединяют втулкой 9 и винтом 10. [ , с. 106]
Токарные центры (рис. 4) используют при обработке заготовок различной формы и размеров. Угол при вершине рабочей части 1 центра (рис. 35, а) обычно равен 60°. Диаметр опорной части 3 меньше меньшего диаметра хвостовой части 2 конуса. Это позволяет вынимать центр из гнезда без повреждения конической поверхности хвостовой части заготовки.
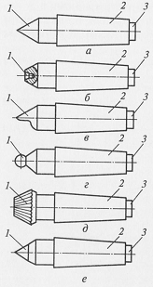
Рисунок 4 – Токарные центры различных типов:
1, 2 и 3 — соответственно рабочая, хвостовая и опорная части
Центр, показанный на рис. 4, б, служит для установки заготовок диаметром до 4 мм. У таких заготовок вместо центровых отверстий имеются наружные углубления — конические поверхности с углом при вершине 60°, в которые входит внутренний конус центра, называемый обратным. Если необходимо подрезать торец заготовки, применяют срезанный центр (рис. 4, в), который устанавливают только в пиноль задней бабки. Центр со сферической рабочей частью (рис. 4, г) используют в тех случаях, когда требуется обработать заготовку, ось которой не совпадает с осью вращения шпинделя станка. Центр с рифленой рабочей поверхностью рабочей части (рис. 4, д) предназначен для обработки заготовок с большим центровым отверстием без поводкового патрона.
В процессе обработки заготовки в центрах передний центр вращается вместе с ней и служит только опорой; задний центр при этом неподвижен. Вследствие нагрева при вращении он теряет твердость и интенсивно изнашивается. Поэтому задний центр изготовляют из углеродистой стали с твердосплавной рабочей частью (смотреть рис. 4, е).
При обработке с большими скоростями и нагрузками применяют задние вращающиеся центры. Показанная конструкция вращающегося центра с указателем осевого усилия предназначена для базирования и закрепления заготовок типа вала, устанавливаемых в поводковых патронах при обработке на токарных станках, в том числе с ЧПУ.
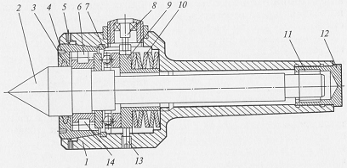
Рисунок 36 - Задний вращающийся центр:
1 - корпус; 2 - центр; 3 - уплотнение; 4 - гайка; 5 - винт; 6, 14 - подшипники; 7 - кольцо; 8 - указатель величины осевых сил; 9 - фланец; 10 - пакет тарельчатых пружин; 11 - игольчатый подшипник; 12 - заглушка; 13 - винт
Вращающийся центр обеспечивает передачу больших осевых сил и контроль силы прижима штырей к торцу заготовки. При поджиме заготовки вращающимся центром с помощью пневмо- или гидропривода пиноли задней бабки центр 2 через подшипники 6 и 14 и фланец 9 сжимает пакет тарельчатых пружин 10. При этом индикатор указателя 8 величины осевых сил показывает значения деформации тарельчатых пружин и осевой силы. Перед эксплуатацией индикатор тарируют, нагружая центр заранее известной осевой силой.
Задний конец центра 2 вращается в игольчатом подшипнике 11, который крепится в корпусе 1 заглушкой 12. Фланец 9 связан с корпусом 1 посредством винта 13. Перемещение фланца в осевом направлении ограничивается кольцом 7. Вытеканию смазки препятствует уплотнение 3, смонтированное в гайке 4, контрящейся винтом 5.
Люнеты применяют в качестве дополнительной опоры при закреплении заготовок, у которых длина выступающей из патрона части составляет 12 . 15 диаметров и более. Люнеты подразделяются на неподвижные и подвижные.
Другие рефераты на тему «Производство и технологии»:
- Процесс создания IDEFO-модели
- Автоматизация шлифовального процесса путем разработки автоматической системы управления регулируемым натягом
- Разработка технологической карты на производство свай квадратного сечения
- Расчет гидравлической циркуляционной установки
- Кинематический и силовой расчет механизма
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды