Вагоно-ремонтный завод в Стерлитамаке
Аср = ![]() = 13,68
= 13,68
Коэффициент технологичности изделия 13,61, то есть деталь технологична.
Определяем коэффициент точности по формуле:
Кт.ч. = 1 -![]() , (3)
, (3)
где Аср - средний квалитет точности обработки
Кт.ч. = 1 - ![]() = 0,92
= 0,92
Данная деталь нормальной точности, так как Кт =0,92; 0,92 ![]() 0,78
0,78
Определяем среднюю шероховатость по формуле:
Бш = ![]() , (4)
, (4)
где ![]() - сумма классов шероховатости;
- сумма классов шероховатости;
ni - количество классов шероховатости определенного класса;
![]() - сумма классов шероховатости.
- сумма классов шероховатости.
Бш = ![]() = 4,21
= 4,21
Определяем коэффициент шероховатости по формуле:
Кш =![]() , (5)
, (5)
где Бш - средняя шероховатость
Кш = ![]() =0,24
=0,24
Технологичность – возможность изготовления изделия согласно чертежа с минимальными затратами.
Качественная оценка технологичности детали:
- конструкция детали состоит из стандартных и унифицированных элементов и в целом является стандартной;
- деталь изготавливается из стандартной заготовки, полученной методом закрытой штамповки;
- размеры и поверхности детали имеют соответственно оптимальные степень точности и шероховатость;
- физико - химические и механические свойства материала, жесткость
детали, ее форма и размеры соответствуют требованиям технологии изготовления;
- показатели базовой поверхности детали обеспечивает точность установки, обработки и контроля;
- конструкция детали обеспечивает возможность применения типовых и стандартных технологических процессов ее изготовления.
Вывод: исходя из качественной и количественной оценки технологичности можно сделать вывод, что деталь является технологичной, труднообрабатываемой, средней точности.
2.4 Определить способ получения заготовки
Получение заготовки методом литья в кокиль.
![]() принимаем 9 класс точности и 3 ряд припусков.
принимаем 9 класс точности и 3 ряд припусков.
Таблица 3 – Припуск на заготовку в миллиметрах
|
Размер по чертежу |
Припуск на заготовку |
Размер заготовки |
Допускаемое отклонение |
|
20 50Н7 50 92,5 138 180 |
3,6+2,8=6,4 3,2•2=6,4 3,2 3,6 3,6•2=7,2 4,0 |
26,4 43,6 53,2 96,1 145,2 188 |
1,6 2 2 2,2 2,4 2,8 |
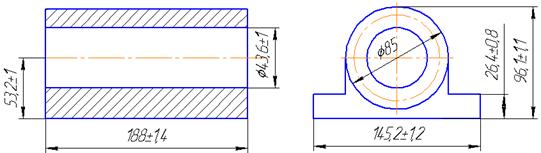
Рисунок 7 – Эскиз заготовки, полученной методом литья в коккиль
Определяем массу заготовки:
![]() , (6)
, (6)
где V – объем заготовки, м3;
![]() - плотность чугуна,
- плотность чугуна, ![]() =7400 кг/м3.
=7400 кг/м3.
Определяем объем заготовки:
![]() , (7)
, (7)
![]() , (8)
, (8)
где d – диаметр заготовки, м;
l – длина заготовки, м.
По формуле (8):
![]()
![]()
![]() (9)
(9)
где а – длина заготовки, м;
b – ширина заготовки, м;
h – высота заготовки, м.
![]()
![]()
По формуле (7):
![]()
По формуле (6):
![]()
Определим коэффициент использования материала, Ки.м.:
 , (10)
, (10)
где Мд. – масса детали, кг;
Мз. – масса заготовки, кг.
![]()
Определяем себестоимость заготовки:
![]() , (11)
, (11)
где СЗ – базовая стоимость тонны заготовки, СЗ=19230 руб./т.;
МЗ – масса заготовки, кг;
КТ – коэффициент квалитета точности для заготовки, КТ=1 [7]
КС – коэффициент сложности заготовки, КС=1;
КМ – коэффициент, зависящий от марки материала заготовки, КМ=1;
КВ – коэффициент учитывающий массу заготовки, КВ=0,84;
КП – коэффициент серийности, КП=1.
М – масса заготовки, кг;
Сотх - базовая стоимость тонны отходов, СЗ=2500 руб./т.;
![]()
Метод литья в кокиль
![]() принимаем 12 класс точности и 5 ряд припусков.
принимаем 12 класс точности и 5 ряд припусков.
Таблица 4 – Припуск на заготовку
в миллиметрах
|
Размер по чертежу |
Припуск на заготовку |
Размер заготовки |
Допускаемое отклонение |
|
20 50Н7 50 92,5 138 180 |
6,2+8,2=6,4 7,0•2=14 7,0 8,2 10,6•2=21,2 10,6 |
34,4 36 57 100,7 159,2 201,2 |
4,0 5,0 5,0 5,6 6,4 7,0 |
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды