Монтаж вращающейся барабанной печи
Качество сварных швов определяют внешним осмотром и рентгено - или гамма-дефектоскопией, а в случае невозможности применения этих способов использую.
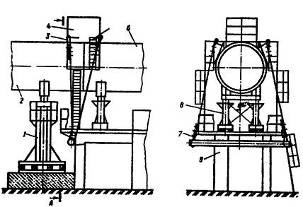
Рис.18. Навесная кабина для сварки стыка корпуса:
1 - временная опорная металлоконструкция; 2,6 - концы стыкуемого блока; 3 - канат, 4 - навесная кабина для сварки; 5 -
лестница; 7 - труба; 8 - опора с домкратами; 9 - фундаментная опора под привод.
Сварку швов производят в нижнем положении. Для сварки наружных швов изготавливают специальную площадку (люльку), которая навешивается на верхнюю часть шва (рис. 17). Поворот печи во время сварки производят от вспомогательного привода. После сварки еще раз проверяют прямолинейность печи нивелировкой по бандажам. Вслед за монтажом привода печи монтируют уплотнения холодного конца и откатную головку с форсункой, после чего производят холостую обкатку печи для проверки правильности сборки привода, уплотнений и прямолинейности корпуса.
Строповка
Соединение аппарата с грузоподъёмным оборудованием называется строповкой, а его разъединение - расстроповкой.
Процесс строповки является трудоёмкой и ответственной операцией, так как узлы строповки воспринимают всю нагрузку. Узлы крепления и сам процесс строповки должны обеспечивать высокую прочность и надёжность соединения. Узлы крепления должны позволять выполнять расстроповку с земли, быть простыми по конструкции, иметь наименьшее число деталей, для большей надёжности и меньше трудозатраты при строповке.
Различают следующие способы строповки. Канатный - строповка одним или несколькими стропами, охватывающими корпус аппарата и прикреплёнными к крюку грузоподъёмного оборудования.
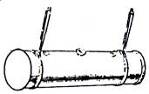
Рис.19. Схема строповки двумя универсальными стропами для траверс
Канатными стропами стропят аппараты небольшой массы или если к аппаратам нельзя приварить или закрепить другим способом устройства, к которым можно было бы прикрепить стропы. Значительное применение этот способ имеет при монтаже горизонтальных аппаратов. В зависимости от требований (характера) подъёма этот способ имеет несколько разновидностей. Наиболее простой — это подъём горизонтальных аппаратов одним или двумя кранами (рис.19). При таком подъёме стропы должны рассчитываться на усилие Gа/2. Канатными стропами можно поднимать аппараты в горизонтальном положении, а поворачивать их в вертикальное положение. На рисунке 7 показан один из принципов такой строповки.
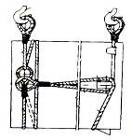
Рис.20. Схема строповки аппарата для поворота его в вертикальное положение:
- крюки кранов; 1 -4-стропы
В практике подъёма аппаратов применяется способ строповки с помощью затягивающейся петли. Принцип этого способа заключается в том, что канат, огибающий аппарат, создает петлю, затягиваемую усилием подъёма.
Строповка с помощью захватных устройств на аппарате имеет наиболее широкое применение. Этот способ строповки заключается в том, что на аппарате закрепляют штуцера, к которым в свою очередь прикрепляют строп.
1.3.3 Контроль монтажных операций
Качество монтажных работ обеспечивается разработкой и внедрением комплексных систем управления качеством строительства. Помимо обязательных требований по квалификации работающих, правильной организации трудовых процессов, решению вопросов материального и морального стимулирования за качественную работу, в основе комплексных систем управления качеством лежат вопросы входного, пооперационного и приемочного контроля.
Входной контроль — это проверка соответствия поступающих на объекты монтажа и склады проектно-технической документации, технологического оборудования, материалов и конструкций установленным требованиям СНиПов, ГОСТов, других нормативных документов.
Основные задачи входного контроля: предупреждение попадания в производство дефектной продукции и своевременное оформление рекламаций на эту продукцию. Входной контроль осуществляют работники служб подготовки производства, прорабы и мастера.
Технологическое оборудование проверяют на приобъектных складах или монтажной площадке в присутствии представителя заказчика. Все поступающее оборудование, конструкции, комплектующие изделия и материалы проверяют, как правило, в течение 21 ч с момента их поступления. Материалы, комплектующие изделия, поступающие на склады, проверяют работники служб материально-технического снабжения, групп комплектации или подготовки производства. Эти же изделия, поступающие на монтажную площадку, выборочно проверяет прораб или мастер.
Пооперационный контроль, или самоконтроль, служит для предотвращения возможности появления дефектов, вызванных нарушением технологии монтажных работ, неисправностями монтажных механизмов, несовершенством средств измерений. Пооперационный контроль осуществляют рабочие, бригадиры, мастера.
Приемочный контроль — это детальное изучение выявленных объектов и решение о работоспособности оборудования (конструкций). Приемочный контроль осуществляют главным образом ведущие специалисты из числа инженерно-технических работников монтажной организации и заказчика. Государственная приемка строительно-монтажных работ — разновидность приемочного контроля, Действенность его определяется независимостью от обычного (вещественного) приемочного контроля.
1.3.4 Испытание смонтированной барабанной печи
Перед пуском проверяют правильность направления вращения привода, затяжки резьбовых соединений, муфтовых соединений после обкатки электродвигателей, систему смазки, подачу масла в подшипники роликоопор и уровень его в редукторах и маслобаках насосной станции. При перекосе роликоопор возможно смещение корпуса. Это вызывает перегрев упорных роликов или включение сигнализации. Для устранения перекоса роликоопоры разворачивают к опоре с упорными роликами. После выполнения всех этих работ выполняют пробную обкатку агрегатов в холостую.
Холостую обкатку (испытание) проводят с остановками, после остановок проверяют работу сборочных единиц и осматривают их. Если сборочные единицы и агрегаты собраны правильно, то температура в подшипниках скольжения независимо от времени работы равна 65 С, давление масла соответствует расчетному и агрегаты работают бесшумно.
При обнаружении неполадок в печи ее останавливают. После, устранения замеченных недостатков производят испытание печи вхолостую в течение 72 ч. По результатам испытания составляют акт, который и является актом готовности корпуса печи для сдачи футеровку.
После холостой обкатки печь футеруют огнеупорным кирпичом. Дают возможность просохнуть футеровке и печь вторично испытывают, вращая её от вспомогательного привода в течение 2 ч. и от главного редуктора в течение 8 ч.
Пуск печи и контроль в течение обкатки осуществляют в той же последовательности, что и перед футеровкой. Результаты холостого испытания оформляются актом. При удовлетворительных результатах холостого испытания внутри печи монтируют цепную завесу, и печь сдают в эксплуатацию.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды