Монтаж вращающейся барабанной печи
Прямолинейность барабанных вращающихся печей можно выверить инструментом ИГЦО-3 (рис. 15, А.с. 248259, СССР, 1969, № 23). Этот инструмент может заменить лазерный генератор. Им выверяют печь также по её геометрической оси.
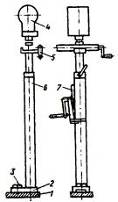
Рис.15. Инструмент ИГЦГО-3:
1-стенка; 2-основание инструмента; 3-гайка и винт, приваренные к сте
нке корпуса; 4-теодолит;
5-механизм поперечного перемещения;6-трубчатая стойка; 7-механизм вертикального перемещения с рейкой.
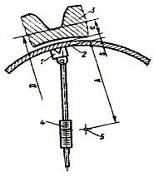
Рис.16. Определение смешения центра венцовой шестерни от центра вращения корпуса:
1-магнитное основание линейки; 2- стенка корпуса обечайки; 3- венцовая шестерня; 4 – линейка; 5-визирный луч
ИГЦО-3 состоит из трубчатой стойки с основанием, механизма подъема, контрольного уровня, механизма поперечного перемещения ползуна, в который можно установить искатель геометрического центра, теодолит или мишень.
Метод выверки прямолинейности корпуса печи заключается в нахождении геометрического центра. Выверка может быть произведена двумя инструментами. За базовые сечения принимают начало и конец выверяемого корпуса. Инструменты ИЩО-3 устанавливают в базовых сечениях, находят центр вращения печи и искатель центра на одном инструменте заменяют на мишень, а на другом на теодолит. Наводят визирную трубу теодолита на центр мишени и фиксируют в таком положении. Инструмент с мишенью переносят на конец одного из блоков в стыке. Мишень снимают, устанавливают искатель центра, находят центр вращения в сечении и заменяют искатель мишенью. Теодолитом одного инструмента по мишени другого определяют, куда нужно переместить конец блока Стяжными приспособлениями устанавливают конец блока так, чтобы центр вращения по мишени совпал с визирным лучом теодолита. Инструмент с мишенью переносят на конец второго блока в стыке и выверку повторяют. Так последовательно выверяют все стыки. Отклонения на стыках с учетом толщины стенки допускаются 10 мм.
При выверке прямолинейности корпуса печи необходимо учитывать, что роликоопоры выверены и смещение роликов не допускается.
Выверять корпус печи необходимо в конце дня, когда на печь не попадают лучи солнца. Нагрев от солнца и от рядом работающей печи сильно влияет на изменения размеров. После выверки прямолинейности корпуса печи монтируют венцовую шестерню. На обечайку корпуса, измерив предварительно диаметр, устанавливают половину венцовой шестерни и временно ее закрепляют.
Поворачивают корпус печи до тех пор, пока эта половина не окажется внизу. На верхнюю часть корпуса укладывают вторую половину шестерни. Обе половины шестерни соединяют между собой согласно маркировке. Для центровки венцовой шестерни используют линейку с магнитным основанием, закрепленную к основанию шарнирно (рис. 15). Обечайку, на которую одета венцовая шестерня, размечают на восемь равных частей внутри печи. В каждую точку по очереди устанавливают линейку, потом ее покачивают до пересечения точки геометрического центра, обозначение которой может быть лазером или инструментом ИГЦО-3. По линейке отмечают расстояние от центра вращения до фиксируемой точки подвенцовой обечайки. Определяют теоретическое расстояние в каждой из восьми точек от поверхности корпуса до впадины зуба венцовой шестерни, которое равно разности a=R-A-s, где R — радиус шестерни по впадине зубьев, измеренный до ее сборки; А - расстояние до стенки корпуса, отмеченное на линейке; s — толщина стенки корпуса. По полученным размерам а по расчету и по фактическим измерениям регулируют биение шестерни с помощью клиньев, забиваемых с двух сторон навстречу друг другу, или специальным приспособлением с регулировочными винтами и подкладками, устанавливаемыми под башмаки. Рассверливают отверстия в башмаках и в корпусе для закрепления шестерни. Венцовую шестерню закрепляют высокопрочным болтами.
На сборочной площадке одновременно с монтажом венцовой шестерней собирают привод. На фундаментную раму устанавливают и выверяют на ней редуктор привода по осям валов и на горизонтальность. Фундаментная рама привода до монтажа на ней редуктора должна быть выставлена на подкладках по уровню в продольном и поперечном направлениях. Горизонтальность главного редуктора можно проверить рамным уровнем по полумуфтам валов.
Вал с подвенцовой шестерней и подподшипниковыми упорами, также вспомогательный редуктор устанавливают и центрируют по валам главного редуктора. Центрирование производят по полумуфтам. После центрирования подшипники вала и основания редуктора закрепляют. Аналогичным образом центрируют и закрепляют к раме электродвигатели.
Скомплектованную и отцентрированную на раме приводную группу после регулировки венцовой шестерни устанавливают на проектное место (рис 17). Подвенцовую шестерню заводят в зацепление с венцовой шестерней. Выверку зубчатого зацепления производят с помощью регулировочных винтов, уклон рамы контролируют по уровню с клиновой линейкой. Зазор в зубчатом зацеплении проверяют свинцовым списком и по пятну касания на краску. Поворот печи осуществляют за корпус краном с помощью стального каната. Если в процессе выверки зацепления ослабляются болты крепления корпусов подшипников вала с подвенцовой шестерней, то после подгонки зацепления повторяют центрирование валов по валу подвенцовой шестерни.
Выверив привод, закрепляют фундаментную раму. Одновременно с монтажом привода монтируют централизованную систему смазки. После подключения двигателей привода и набора прочности бетона подливки проводят окончательную регулировку зубчатого зацепления венцовой и подвенцовой шестерен. При вращении печи проверяют торцевое и радиальное биение венцовой шестерни и зубчатое зацепление.
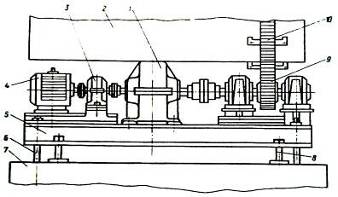
Рис.17. Схема установки привода:
1 - главный редуктор; 2 - корпуса течи; 3 - вспомогательный редуктор; 4 - электродвигатель;
5 -опорная рама; б - анкерный болт, 7 - фундамент; 8 - регулировочный винт, 9 - подвенцовая шестерня; 10 – венцовая шестерня
Проверку зацепления и регулировку зазоров производят по правилам сборки цилиндрических зубчатых передач. При этом радиальный зазор должен быть 0,2 т+(5. . .7) мм (т - модуль зацепления, мм, 5 . 7 мм - величина, учитывающая радиальное биение и его расширение от нагревания). Величина бокового зазора допускается от 1 до 2,5 мм. Перекос шестерни для радиального зазора не должен превышать 0,24 мм на длине зуба, а для бокового зазора 0,18 мм. Одновременно с монтажом привода электросваркой прихватывают монтажные стыки и срезают монтажные приспособления, а мести их приварки зачищают. Затем производят электросварку монтажных стыков корпуса печи. К сварке допускаются сварщики, имеющие удостоверения на право производства ответственных электросварочных работ. Электроприхватки выполняют ручной электродуговой сваркой с наружной стороны, а сварку кольцевых швов производят автоматической электросваркой под слоем флюса с флюсовой подформовкой при температуре окружающей среды не ниже – 50 С по специальной разработанной технологии.
Другие рефераты на тему «Производство и технологии»:
- Линии прилавков самообслуживания на предприятиях общественного питания
- Организация сертификации и технического контроля качества продукции на предприятии
- Изучение процесса сварки плавлением. Выбор режима ручной дуговой сварки конструкций из стали
- Деформированные алюминивые сплавы
- Проектирование привода к конвейеру из конического редуктора и цепной передачи
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды