Монтаж вращающейся барабанной печи
Выверенное положение корпусов подшипников роликов фиксируют дисками на фундаментной раме. Диски, определяющие исходное положение роликов, используют при дальнейшей регулировке роликоопор как при монтаже корпуса печи, так и при её эксплуатации.
Результаты последних измерений при выверке, близкие (в пределах допусков) к проектным размерам, заносятся в формуляр. После заполнения формуляра о вы
верке роликоопор приступают к их закреплению на фундаменте; анкерные болты заливают бетонной смесью до уровня подкладок, а после набора прочности бетоном до 70% проектной их затягивают, а затем вторично нивелируют роликоопоры и подливают бетонной смесью фундаментные рамы опорных станций. Высота заливки рам определяется рабочим проектом. На средней опоре устанавливают упорные ролики и предохранительные упоры, если они предусмотрены проектом.
1.3.2 Разработка этапов монтажа с указанием строповки
Корпус печи на сборочной площадке укрупняют из транспортабельных блоков в монтажные блоки в соответствии с планово-предупредительным ремонтом (ППР) с учётом .грузоподъемности имеющегося крана. Последовательность сборки в монтажные блоки должна соответствовать очерёдности их монтажа. Собираемые блоки укладывают по маркировке на подкладки или на специальные винтовые упоры для подгонки стыков. Соединение блоков между собой производят стяжными шпильками через приваренные внутри каждого конца кронштейны. Зазор под сварку между концами фиксируют установкой прокладок (зазорников), толщина которых принимается по проекту. При необходимости, когда края обечаек смяты или имеют эллипсность, к стыкуемым концам приваривают струбцины или кронштейны и забивкой клиньев подтягивают кромки.
Выверку прямолинейности монтажного блока перед сваркой производят с помощью струны и отвесов нивелира. Для этого вдоль стыкуемых частей на равном расстоянии от концов сбоку монтажного блока натягивают струну, относительно которой замеряют расстояния до стенки собираемых частей по концам их, выравнивая стыкуемые концы так, чтобы эти расстояния были одинаковыми.
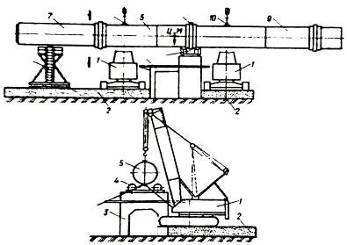
Рис.11 Установка монтажного блока на роликоопоры:
1 - монтажные краны; 2 - песчано-гравийная подушка; 3 - фундаментная опора; 4 - роликоопора; 5-монтажный блок корпуса; 6 - временная опорная металлоконструкция; 7,8,9 - поставочные части монтажного блока; 10 – проушины
После окончания стыковки и проверки прямолинейности монтажного блоке заваривают подварочный шов с внутренней или с внешней стороны. Кроме того, чтобы не нарушать собранных стыков во время транспортировки блока, с внутренней сторон приваривают 6…8 планок размером 800x250x20 мм.
В большинстве случаев монтаж корпуса печи начинают с холодного конца, не возможна и другая последовательность монтажа, указанная в проекте производства работ. Если монтажный блок не помешается на опорах фундамента, то свивающий конец его укладывают на временную металлическую опору. Временные металлические опоры изготавливают в соответствии с ППР.
Монтажный блок корпуса печи устанавливают с помощью одного или двух монтажных кранов (рис.11).
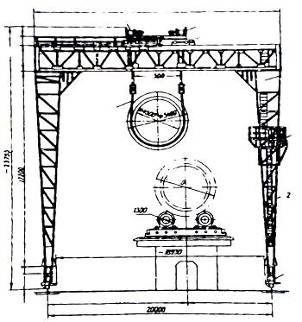
Рис. 12. Козловой монтажный кран КМК -120; 1 - тележка передвижения крана; 2 - нога портала; 3 - кабина; 4 — полиспаст; 5 - строп; 6 - грузовая лебёдка; 7 - грузовая тележка; 8 — ригель портала
Следует иметь в виду, что только средний бандаж, имеющий упорные ролики, устанавливают по оси роликоопор, а другие бандажи монтируют со смещением в сторону среднего бандажа. Монтажный блок стропят с учетом центра массы обвязкой вокруг корпуса или за специально приваренные к корпусу проушины или скобы. Второй монтажный блок устанавливают в проектное положение и стыкуют с первым блоком по маркировке, выполненной при контрольной сборке на предтриятии-изготовителе. При стыковке блоков следят за тем, чтобы не было совпадения продольных стыков в блоках, их смещают на 200 мм. Все остальные блоки корпуса печи устанавливают на проектное место аналогично первым. Собранный корпус на роликоопорах выверяют на прямолинейность.
Существует несколько способов выверки.
Выверка по струне. Вдоль корпуса печи на расстоянии 300 - 400 мм натягивают струну (Рис. 13) с таким расчетом, чтобы расстояния до струны от крайних бандажей были одинаковыми. Со струны против каждого бандажа опускают отвес, другой отвес опускают с бандажа. Производят замер расстояний между отвесами, аналогично замеряют расстояния от струны и до корпуса между бандажами. По полученным замерам вычисляют расстояние до центральной оси от струны: а ± Dб/2 = А (а - величина замера между отвесами, Dб - диаметр бандажа). Это расстояние должно соответствовать расстоянию от оси до центра рамысоответствующей роликоопоры. Полученные после выверки результаты замеров заносят в формуляр. Замеры повторяют через 900 , для чего печь поворачивают краном за конец намотанного на корпус каната. При повороте печи следят за поведением зазоров в монтажных соединениях, по которым определяют наличие излома геометрической оси.
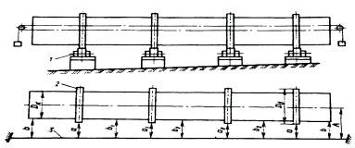
Рис.13.Схема выверки прямолинейности корпуса по струне:
1 -роликоопора; 2 - бандаж; 3 – струна
Выверку теодолитом. Вдоль корпуса печи (Рис. 13) на расстоянии от бандажа 200 . 250 мм (насколько позволяет размер навесной линейки) направляют визирную ось теодолита по навесной линейке, которую устанавливают горизонтально вначале на крайних бандажах. Расстояния до визирной оси от крайних бандажей принимают одинаковыми. Линейка должна иметь специальное призматическое магнитное основание для установки ее на круглые поверхности. Линейку закрепляют магнитным основанием на бандажи или стенку корпуса горизонтально по уровню. По линейке до бандажей измеряют ивычисляют размер А указанным вышеспособом до осевой плоскости. Трубу теодолита поворачивают ввертикальной плоскости направлением вниз, по ней устанавливают марку на раме роликоопоры и проверяют расстояние Ai от марки до центральной риски рамы с помощью рулетки. Выверку также производят в вертикальной плоскости, устанавливая линейку на верхние образующие, вначале на крайние бандажи для направления теодолита, а затем на промежуточные, И образующую корпуса между бандажами. Вычисляют расстояние А.
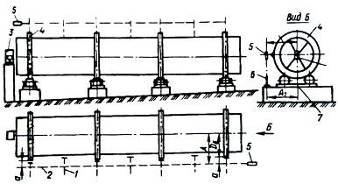
Рис. 14. Схема выверки прямолинейности корпуса теодолитом и лазером:
1 - навесная линейка; 2 - визирная линия теодолита; 3 - лазерный генератор; 4 - бандаж;
5-теодолит; б - монтажная марка; 7 — центровая риска на раме опорной станции;
8 - предохранительные распоры
При такой выверке нет необходимости поворачивать корпус, как это делается при выверке с помощью струны.
Прямолинейность корпуса может быть выверена лазером по геометрической оси печи. Для этого можно использовать предохранительные распоры на концах блоков внутри корпуса, на которых можно отметить центр обечайки и просверлить в связующей планке отверстие 8 мм. Лазерный луч направляют так, чтобы он проходил через два отверстия. Регулирование смещения концов на стыках осуществляют стяжными монтажными приспособлениями. При выверке нивелиром требуются длинная рейка и необходимость подстановки нивелира, что усложняет выверку.
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды