Производственный менеджмент
Обслуживающий процесс – процесс, обеспечивающий бесперебойную работу основных и вспомогательных процессов. Например, контроль качества продукции, внутризаводская транспортировка, складские операции и т.п.
Заготовительная стадия – процесс получения заготовок (поковок, отливок) резкой, литьем, штамповкой, ковкой и др.
Обрабатывающая стадия – процесс получения из загот
овок готовых деталей путем механической, термической, физико – химической обработки, а также других методов.
Сборочная стадия – процесс получения сборочных единиц (узлов), готовых изделий, а также их испытание, упаковка и т.д.
Совокупность производственных процессов определяет производственную структуру организации, состав и количество производственного оборудования, структуру производственных рабочих.
2.2 ПРОИЗВОДСТВЕННЫЙ ЦИКЛ И ЕГО ДЛИТЕЛЬНОСТЬ
 часть производственного процесса организации, связанная с изготовлением отдельного предмета труда (изделия, сборочной единицы, детали, полуфабриката).
часть производственного процесса организации, связанная с изготовлением отдельного предмета труда (изделия, сборочной единицы, детали, полуфабриката).
календарный период времени, в течение которого обрабатываемый предмет (материал, заготовка, деталь) превращается в готовую продукцию для данной стадии производства.
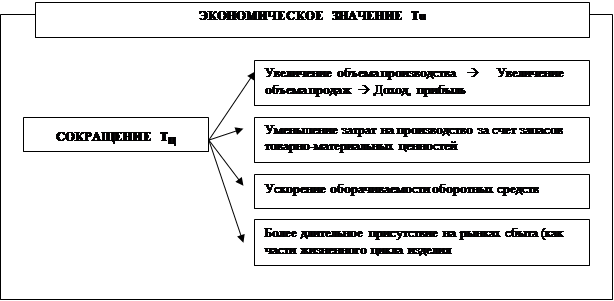
Длительность производственного цикла является одним из критериев эффективности организации производственного процесса.
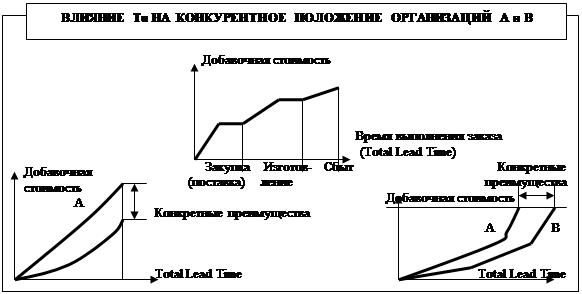
Время выполнения заказа (TotalLeadTime) складывается из следующих элементов:
• времени поставки сырья, материалов, комплектующих — Order Lead Time;
• времени изготовления, т.е. длительности производственного цикла — Lead Time;
• времени сбыта (дистрибуции, доставки) потребителю — Order Delivery Lead Time.
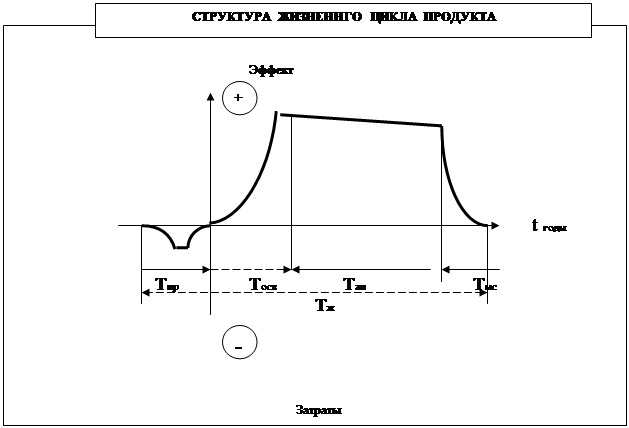
Tир – длительность исследований и разработок; Tосв – период освоения; Tап – период активного производства и сбыта; Tмс – период морального устаревания; Tж – период жизненного цикла.
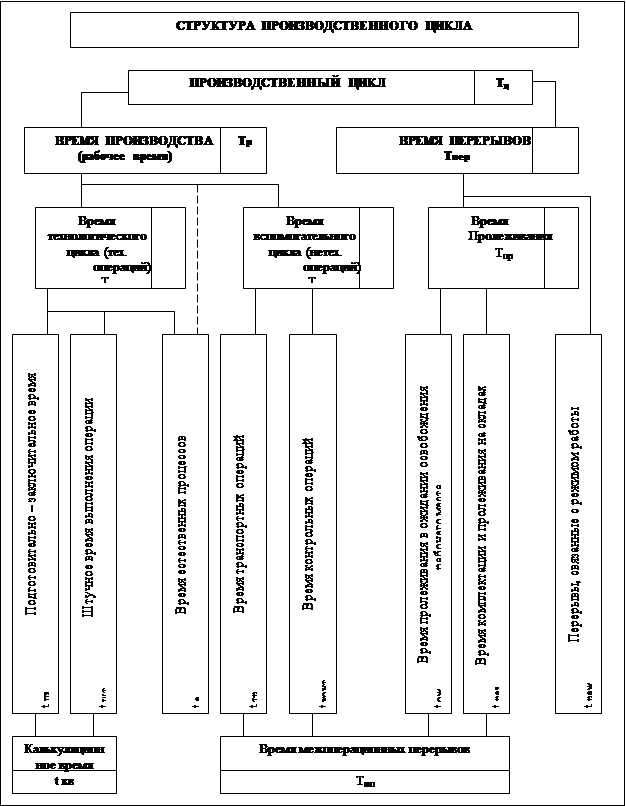
Производственный цикл характеризуется не только временем, но и структурой.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
b – доля подготовительно – заключительного времени, %
![]()
![]()
![]()
![]() РАСЧЕТ ДЛИТЕЛЬНОСТИ ЦИКЛА ПРОСТОГО ПРОИЗВОДСТВЕННОГО ПРОЦЕССА.
РАСЧЕТ ДЛИТЕЛЬНОСТИ ЦИКЛА ПРОСТОГО ПРОИЗВОДСТВЕННОГО ПРОЦЕССА.
Операционный цикл - tj
![]()
![]() n – размер партии изделий;
n – размер партии изделий;
t k.j – калькуляционное время выполнения j-й операции;
Sj – количество рабочих мест/оборудования на j-й операции;
tшт.– штучное время выполнения j-й операции;
K пз – коэффициент, учитывающий затраты подготовительно-заключительного времени по j-й операции.
Обработка детали - Тц
![]()
tе – время естественных процессов;
Тмо – суммарная длительность межоперационных перерывов,
![]()
Обработка партии деталей - Тц
![]()
А – переводной коэффициент в календарные дни, если tшт.j исчисляется в минутах, то А = 1/60с![]() d, где с – число смен, d – продолжительность смены, ч;
d, где с – число смен, d – продолжительность смены, ч;
KВ – плановый коэффициент выполнения норм.
РАСЧЕТ ДЛИТЕЛЬНОСТИ ЦИКЛА СЛОЖНОГО ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
![]()
Tцi – длительность циклов последовательно связанных между собой простых процессов;
Tмц – межцикловые перерывы.
Помимо циклов производства отдельных заготовок и деталей длительность производственного цикла изготовления изделия составляют циклы сборки отдельных сборочных единиц (узловая сборка), агрегатов (агрегатная сборка), машин (приборов), в целом (общая сборка), а также продолжительность отделочных операций, регулировки, испытаний и упаковки.
Производственный цикл сложного процесса определяется наибольшей суммой циклов последовательно связанных между собой простых процессов и межцикловых перерывов (см. структуру сложного процесса).
![]()
![]() 2.3 ВИДЫ ДВИЖЕНИЯ МАТЕРИАЛЬНЫХ ПОТОКОВ
2.3 ВИДЫ ДВИЖЕНИЯ МАТЕРИАЛЬНЫХ ПОТОКОВ
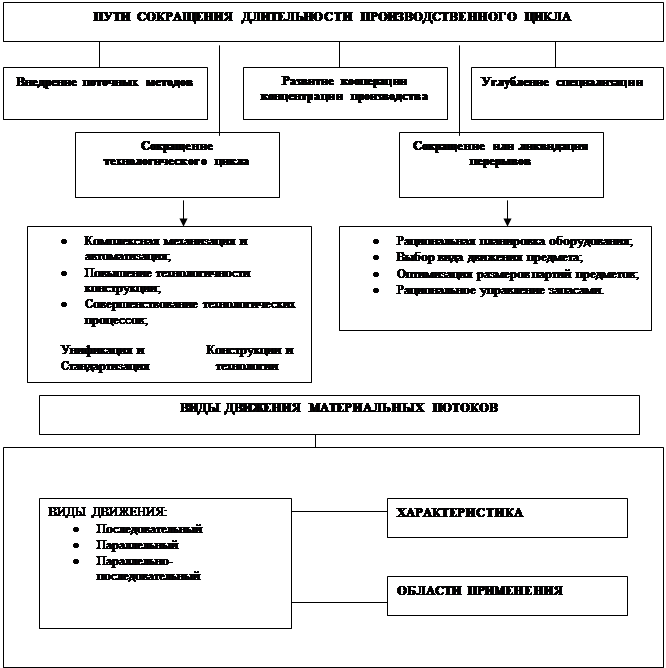
Длительность производственного цикла зависит от организации материальных потоков во время, т.е. от порядка движения предметов труда в ходе их обработки.
Обработка партии предметов может осуществляться тремя способами:
· Последовательно;
· Параллельно;
· Параллельно-последовательно.
Партия предметов труда – группа предметов, обрабатываемых на одном рабочем месте, одним (или бригадой) с одной наладкой или настройкой.
 Требования, предъявляемые к последовательному виду движения: партии предметов обрабатываются на операции, и после обработки последовательного предмета партия целиком передается на следующую операцию.
Требования, предъявляемые к последовательному виду движения: партии предметов обрабатываются на операции, и после обработки последовательного предмета партия целиком передается на следующую операцию.
Главная цель: обеспечить непрерывность загрузки каждого рабочего места и оборудования на каждой операции.
 Требования, предъявляемые к параллельному виду движения: небольшие передаточные партии предметов (или поштучно) после обработки передаются на следующую операцию независимо от готовности всей обрабатываемой партии. На самой продолжительной операции вся партия предметов обрабатывается без перерывов.
Требования, предъявляемые к параллельному виду движения: небольшие передаточные партии предметов (или поштучно) после обработки передаются на следующую операцию независимо от готовности всей обрабатываемой партии. На самой продолжительной операции вся партия предметов обрабатывается без перерывов.
Другие рефераты на тему «Менеджмент и трудовые отношения»:
- Организационно-экономические мероприятия по совершенствованию качества выпускаемого программного обеспечения
- Совершенствование системы управления в международном туризме
- Анализ производительности труда на предприятии и в основных отраслях производства
- Управление качеством на примере корпорации Toyota
- Научные основы формирования структур управления организацией