Производственный менеджмент
![]() (шт.),
(шт.),
nj – размер партии i-й детали, шт.
N – годовая потребность в деталях, шт.
Nдн – дневная потребность в деталях, шт.
Зпз – затраты на переналадку оборудования, у.е.
Зн – годовые затраты на хранение одной детали, у.е.
P – дневная производительность оборудования, шт.
Экономически целесообразный разм
ер партии служит основой для определения ритма запуска-выпуска партии деталей, т.е. периодичности повторения запуска или выпуска партий деталей:
![]()
где R — ритм запуска-выпуска партии;
n — размер партии;
r — среднерасчетный ритм.
Расчет длительности производственного цикла
Расчет Тц можно проводить с использованием следующих методов:
• аналитический;
• графический;
•графоаналитический.
Аналитический метод. Расчет длительности цикла зависит от выбранного вида движения предметов и осуществляется по следующим аналитическим выражениям:
a)при последовательном виде движения:
![]()
b)при параллельном виде движения:
![]()
c) при параллельно-последовательном виде движения:
![]()
Из всех составляющих длительности производственного цикла наиболее сложно определить tмо.
Чаще всего для его расчета используется статистический способ.
При статистическом способе tмо определяется путем обработки статистических данных, получаемых при непосредственных наблюдениях за работой рабочих мест или из документов (рабочих нарядов, маршрутных листов). Устанавливают значение фактической длительности производственного цикла обработки (Тцф.). Затем рассчитывается суммарное время выполнения операций обработки партий деталей на основе норм времени, технологический цикл. Тогда tмо можно определить следующим образом:
![]()
где К0 — количество операций.
Опережения запуска и выпуска партий
Расчет опережений запуска и выпуска партий деталей
Опережение запуска (Озi) — отрезок времени от момента запуска в обработку партий деталей в i-м цехе до момента выпуска всех тех изделий, для которых были запущены в обработку партии деталей в i-м цехе.
Опережение выпуска (Овi) отличается от него на величину Тц, которая представляет собой сумму длительностей цикла обработки партий деталей во всех цехах после i-ro до последнего:
![]()
Опережения необходимы для определения и соблюдения сроков запуска и выпуска партий деталей по цехам, в которых производится их обработка. Опережения определяются для каждого цеха независимо, но могут рассчитываться для пары смежных цехов.
Расчет заделов
Заделы – Овеществленные выражения длительностей производственного цикла изготовления партий деталей.
Без необходимых заделов не могут быть обеспечены бесперебойная, высокопроизводительная и равномерн6ая работа и равномерный выпуск продукции, однако излишние и некомплектные заделы приводят к увеличению потребности в оборотных средствах и замедлению их оборачиваемости.
В серийном производстве к внутрицеховым относятся технологические (цикловые) и транспортные заделы, к межцеховым – оборотные и резервные заделы. Последние называют также складскими, так как они должны находиться на складах (операционных, межцеховых).
Цикловые заделы – это количество деталей (узлов, изделий), которые находятся на рабочих местах в производственном процессе цеха на тот или иной момент времени.
Оборотные заделы – (запасы) – это заделы между двумя смежными цехами или любыми смежными звеньями дискретного производства. Причины, определяющие возникновение заделов:
· различный характер потребления и поступления предметов производства – штучный, партионный;
· различные скорости поступления и потребления партий деталей;
· сдвиг потребления по отношению к началу поступления.
Резервных (страховой) задел образуется для выполнения возможных перебоев в производственном процессе. Он рассчитывается исходя из средних темпов потребления незавершенного производства с учетом длительности ожидания перерывов.
Средняя суммарная величина всех видов заделов образуется путем суммирования значений величин цикловых, оборотных и резервных заделов.
ТЕМА 7
ОРГАНИЗАЦИЯ ПОТОЧНЫХ ПРОИЗВОДСТВ
СОДЕРЖАНИЕ ТЕМЫ
ПОНЯТИЕ И ВИДЫ ПОТОЧНЫХ ПРОИЗВОДСТВ
• Определение
• Первичное звено
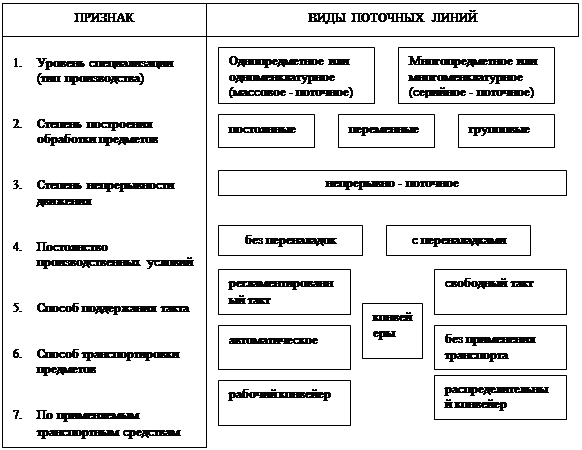
• Виды линий
УСЛОВИЯ ОРГАНИЗАЦИИ И ПАРАМЕТРЫ ПОТОЧНЫХ ЛИНИЙ
• Порядок проектирования
• Синхронизация
• Параметры
ОСОБЕННОСТИ ОРГАНИЗАЦИИ РАЗЛИЧНЫХ ВИДОВ ПОТОЧНЫХ ПРОИЗВОДСТВ
• Однопредметные поточные линии
• Многопредметные поточные линии
7.1 ПОНЯТИЕ И ВИДЫ ПОТОЧНЫХ ПРОИЗВОДСТВ
Поточное производство – это прогрессивный метод организации производства, основанный на ритмичной повторяемости согласованных во времени основанных и вспомогательных операциях, выполняемых на специализированных рабочих местах, расположенных в последовательности операции технологического процесса.
Признаки поточного производства:
· узкая специализация рабочих мест;
· расположение рабочих мест по ходу технологического процесса (прямоточность);
· ритмичная повторяемость операции;
· высокая степень непрерывности производственного процесса;
· параллельность осуществления операций технологического процесса.
Первичное звено поточного производства – поточное производство, т.е. группа рабочих мест, на которых производственный процесс осуществляется в соответствии с признаками поточного производства.
 |
7.2 УСЛОВИЯ ОРГАНИЗАЦИИ И ПАРАМЕТРЫ ПОТОЧНЫХ ЛИНИЙ
Условия организации поточных производств определяются в основном тремя факторами:
• характером осуществляемых процессов и операций;
• номенклатурой, масштабом производства и его повторяемостью;
• трудоемкостью выполняемых операций.
Общий порядок проектирования поточных производств
1. Подготовка информации
2. Определение целесообразности и вида поточных линий
3. Синхронизация операций технологического процесса
4. Расчет основных параметров поточных линий
5. Пространственная планировка поточных линий
Определение производственной целесообразности и выбор вида поточной линии осуществляется исходя из возможности обеспечения достаточно полной загрузки оборудования и его непрерывной работы в течение всего планируемого периода.