Метрологическое обеспечение ремонта дизель-генератора специализированного серийного тепловоза ТЭП70
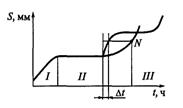
Рисунок 2 – Изнашивание деталей тепловоза
I – зона приработки деталей; II – зона нормальной эксплуатации; III – зона аварийно работы; N – предельное состояние деталей (агрегатов); ∆t – переходный период между нормальной эксплуатацией и аварийным состоянием.
1.4 Дизель. Описание технологического процесса про
ведения ремонта
Дизель четырёхтактный, V‑образный, шестнадцатицилиндровый, с газотурбинным наддувом и охладителем надувочного воздуха типа 2А – 5Д49, созданный на базе двигателя 16ЧН 26/26 мощностью 3000 л.с., используется на специализированных серийных тепловозах ТЭП70 (Рисунок 3). Дизель удобен в обслуживании и ремонте. Его сборку и разборку производят агрегатами (узлами), что обеспечивает взаимозаменяемость. Высокая надёжность и износостойкость дизеля обеспечивается изготовлением деталей из высококачественных материалов, рациональным применением современных методов химико-термической обработки поверхностного упрочнения деталей с применением качественных покрытий.
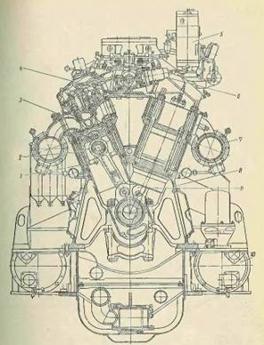
Рисунок 3 – Дизель 2А‑9ДГ
1 – втулка цилиндра; 2 – поршень; 3 – крышка цилиндра; 4 – лоток; 5 – регулятор объединённый; 6 – топливный насос; 7 – выпускной коллектор; 8 – блок цилиндров; 9 – шатуны; 10 – охладитель масла.
Коленчатый вал (Рисунок 4) относится к числу наиболее ответственных, напряженных и дорогостоящих деталей двигателя. Стоимость изготовления вала может достигать 30% стоимости изготовления всего двигателя.
В процессе работы двигателя коленчатый вал нагружается силами давления газов, а также силами инерции движущихся возвратно-поступательно и вращающихся деталей. Эти силы вызывают значительные напряжения кручения, изгибные напряжения и крутильные колебания, вследствие чего шейки вала испытывают переменное давление, которое вызывает значительную работу трения и износ шеек. Поэтому коленчатый вал должен обладать высокой прочностью, жесткостью и износостойкостью трущихся поверхностей при относительно небольшой массе, составляющей не более 15% массы двигателя. Коленчатые валы изготавливаются из качественных углеродистых или легированной стали ковкой или штамповкой, а также литьем из высококачественного чугуна или стали.
Основными неисправностями коленчатых валов являются: сверхнормативный износ, трещины и изломы, выкрашивание, коррозия, и износ баббитовой заливки вкладышей, износ вкладышей и потеря торцевого натяга, трещины крышек коренных подшипников. Технологический процесс осуществления ремонта коленчатого вала состоит из следующих этапов:
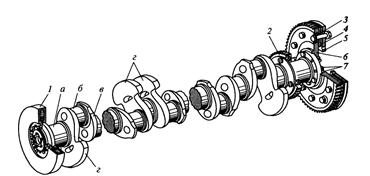
Рисунок 4 – Коленчатый вал дизеля
1 – антивибратор; 2 – шестерня; 3 – сухарь; 4 – пакет пластин; 5, 6 – диски дизель – генераторной муфты; 7 – направляющие кольца; а – коренная шейка; б – шатунная шейка; в - щека; г – противовесы.
1. Произвести разборку коленчатого вала.
Вал уложить на стенд для разборки. Захват производить по 3 и 7 шатунным шейкам не допускается перекос. Уложить коленчатый вал 3 и 7 коренными шейками на подставки с мягкими прокладками. Разобрать вал: вывернуть болты, вынуть втулку, вынуть заглушку, открепить гайку, выбить призонные болты и снять шестерню. Протереть и осмотреть шатунные и коренные шейки. При наличии забоин, грязевых рисок аккуратно зачистить их и заполировать. Полости коренных и шатунных шеек, а так же отверстия подвода масла промыть дизельным топливом, коленчатый вал, шпильки крепления противовесов, шестерню подготовить к дефектоскопии.
Контрольная операция:
Произвести магнитную дефектоскопию шеек коленчатого вала, шпилек крепления противовесов, шестерни. При обнаружении трещин любых размеров и расположений, коленчатый вал, шпильки, шестерню заменить. Произвести замеры шеек коленчатого вала:
· Диаметр шатунной шейки
· Диаметр коренной шейки
· Овальность и конусность шатунных шеек
· Конусообразность коренных и шатунных шеек
· Износ коренных и шатунных шеек допускается не более
· Шероховатость цилиндрической поверхности шеек и галтелей должна быть не более
· Допуск радиального биения коренных шеек
2. Шестерню коленчатого вала осмотреть, проверить.
На зубьях шестерни коленчатого вала допускаются повреждения в виде язвин. При наличии износов или трещин в зубьях, сколов поверхности каждого зуба шестерню заменить. Осмотреть шлицевую втулку привода вала отбора мощности, при износе шлицов более 10%, шлицевую втулку заменить новой. Поврежденные резьбовые отверстия перерезать на следующий размер от чертежных размеров. Масляные полости, смазочные отверстия коленчатого вала очистить волосяными «ершами», промыть дизельным топливом, продуть сжатым воздухом. После установки втулки масляную полость между девятой и десятой коренными шейками отпрессовать керосином. Утечка керосина на допускается.
3. Произвести восстановление коренных и шатунных шеек вала.
Коренные и шатунные шейки восстанавливаются осталиванием, плазменным детонационным или лазерным напылением с последующей механической обработкой до альбомных размеров.
Плазменное напыление:
· Перед напылением подготовить поверхность в соответствии с пунктом 1.10.17–21 Инструкции ЦТ‑336
· Плазменное напыление производить в соответствии с пунктом 1.10.33 Инструкции ЦТ‑336.
При восстановлении вала следует руководствоваться материалами «Перечень деталей тепловозов, подлежащих восстановлению. Тепловоз серии ТЭП70», от грязи и масла, удалить поврежденный металл и обработать поверхности.
Подготовить напыляемую поверхность, очистить ее и прилегающие поверхности от грязи и масла, удалить поврежденный металл и обработать поверхности до требуемой чистоты. Разрешается прокаливание детали в печи или газовой горелкой. Удаление поврежденного слоя металла производить точением или грубой шлифовкой с последующей дробеструйной обработкой. Сжатый воздух, используемый для дробеструйной обработки, должен быть очищен от влаги и масла. Поверхности вала не подлежащие напылению, должны быть защищены специальными экранами из медного листа или защитной пастой. Зажигание плазмы и ее настройку выполнять в стороне от детали. Деталь с подготовленной поверхностью устанавливают на вращатель. Линейная скорость на поверхности детали должна быть в пределах 18–25 м /мин. Напыляемую поверхность подогреть до температуры 150–1800С плазменной струей без подачи порошка для удаления адсорбированной влаги.
Включить подачу порошка и напылять подслой толщиной 0,1–0,15 мм. После напыления подслоя напылять основной требуемый слой. На горелку установит бункер, заполненный на 2/3 порошком, подвести пламя горелки к краю напыляемой поверхности и включить подачу порошка. Горелку плавно перемещать вдоль напыляемой поверхности со скоростью, обеспечивающей перекрытие напыляемых полос не менее 1/3 их ширины. Не допускается в процессе напыления нагрев детали выше 2000С. При появлении на поверхности покрытия характерных цветов побежалости процесс напыления следует прервать для охлаждения детали, при этом, не выключая ее вращения.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск