Проектирование технологического процесса капитального ремонта двигателя Caterpillar
Общая площадь производственного корпуса принимается равной 25920 м2.
Принимаем корпус прямоугольной формы с размерами:
- длина здания, L=240 м;
- ширина здания, В=108 м; (Условие L/B£3 выполняется).
При этом отношении длины и ширины обеспечивается необходимая площадь здания. Пролётов по 18 м – 6, колонны размещаем через 12 м. Схематичный план производственного корпуса пр
едставлен на рисунке 2.1.
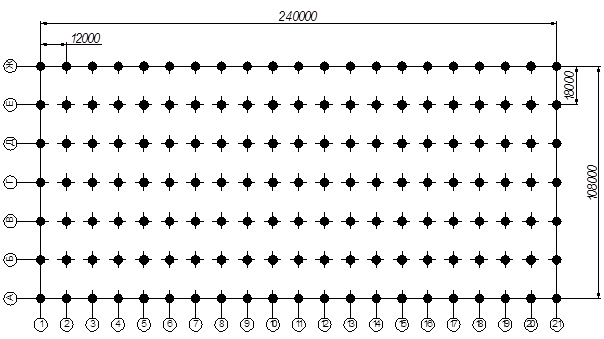
Рисунок 2.1 – Схематический план производственного корпуса
2.6 Разработка схемы компоновки цехов и участков производственного корпуса
Компоновочный план – схема производственного корпуса с изображением на ней производственных, вспомогательных, конторско-бытовых и других структурных подразделений и помещений.
Ремонтные предприятия, как правило, размещается в моноблоке т.е. в одном корпусе, за исключением котельной, складов общезаводского назначения, открытых площадок, гаража и в отдельных случаях административного корпуса.
Схема технологического потока зависит от направления движения объекта ремонта на плане производственного корпуса.
Различают три схемы технологического потока:
прямоточный технологический поток;
Г – образный технологический поток;
П – образный технологический поток;
Прямоточная схема предусматривает движение объекта ремонта и его базовых деталей по прямому пути. В этой же линии располагаются разборочно-моечные, дефектовочные, комплектовочные и сборочные участки. Этот главный технологический поток располагается, как правило, в центральном пролете.
Компоновочные решения при Г – образном технологическом потоке предусматривает пересечение под прямым углом осей разборочного участка и общей сборке объекта ремонта. Г – образный технологический поток дает возможность получить минимальную протяженность транспортных путей, сократить потребность в подъемно-транспортном оборудовании, уменьшить длину здания и получить форму здания, близкую к квадратной.
Характерным признаком П – образной схемы технологического потока является размещение разборочно-моечного и сварочного участков в параллельных пролетах [2].
Уровень оптимизации принятого соотношения длины и ширины здания можно оценить с помощью коэффициента целесообразности формы здания, ![]() :
:
![]()
где ![]() - площадь здания, м2, (
- площадь здания, м2, (![]() м2);
м2); ![]() – периметр здания по наружным стенам, м, (
– периметр здания по наружным стенам, м, (![]() м).
м).
![]()
Данный коэффициент показывает, насколько правильно подобраны размеры здания.
Компоновка производственного корпуса представлена в приложении Г.
Схема компоновки выбрана П-образная, так как разборочно-моечный цех расположен в пролете Б-В, а сборочно-испытательный в пролете А-Б. часть сборочно-испытательного цеха находится в пролете Б-В.
Так как некоторые сборочные единицы и элементы проходят испытания и окраску, то расположение окрасочного (7) и испытательного (8) отделений для СЕ и элементов является обоснованным.
Также после испытательного (9) и окрасочного (10) отделений изделие хранится на небольшом складском участке (11).
В соответствии с нормами противопожарной и сантехнической безопасности взрыво- и пожароопасные участки размещены вдоль основных стен здания.
Схема имеет необходимые транспортные проезды, эвакуационные выходы и двери (ворота).
Складские помещения (склады агрегатов, металлов, запасных частей и материалов – участок 18) показаны в одной секции. Также бытовые помещения, счетно-конторское помещение и здравпункт совмещены в двухэтажном отсеке, причем бытовые помещения (19) находятся на первом этаже, а здравпункт (20) и счетно-конторское отделение (21) – на втором.
2.7 Расчет количества подъемно-транспортного оборудования
Для организации рациональной работы ПТО проводится анализ грузопотока в цехе, в пролете или в производственном корпусе. На основе тонкого анализа устанавливаются маршруты движения грузов, выявляются типы ПТО, необходимые для механизации подъемно-транспортных операций.
Укрупненно количество кранов можно принимать:
Для механического цеха (участка) – один кран на 40 – 80 м длины пролета;
Для разборочно-сборочного цеха – один кран на 30 – 50 м длины пролета
Для моечно-разборочного участка (1) принят один кран-балка грузоподъемностью 8 тонн.
Для разборочного участка (2) приняты 3 крана грузоподъемностью 3 тонн. Для сборочного участка (6) в пролете Б-В – 1 кран-балка грузоподъемностью 3 тонны, в пролете А-Б – 2 крана, грузоподъемностью 3 тонны и 1кран грузоподъемностью 8 тонн, ближе к окрасочному участку. Для участков 9, 10, 11 принято по одному крану, грузоподъемностью 8 тонн. В слесарный участок принимаем один кран грузоподъемностью 3 тонны.
3. Проектирование участка
Проектируется сварочно-наплавочный участок.
3.1 Краткое описание и характеристика участка
Данный участок предназначен для выполнения сварочно-наплавочных работ при восстановлении деталей и ремонте сборочных единиц: наплавки изношенных поверхностей деталей, сварки и ремонта поврежденных металлоконструкций и рам строительных и подъемно-транспортных машин, газопламенной резки листового проката. На этом участке могут выполняться и сварочные работы по заказам отдела главного механика и отдела главного технолога (инструментального отделения).
Для выполнения указанной номенклатуры работ на проектируемом участке необходимо иметь оборудование для ручной электродуговой и газопламенной сварки, а также установки для автоматической сварки и наплавки изношенных деталей.
Производственная программа сварочно-наплавочного участка укрупненно рассчитывается по следующим нормативам:
- годовой выпуск продукции на одного производственного рабочего участка составляет от 20 до 25 т;
- масса наплавляемого металла при ремонте одной машины, принимается равной от 10 до15 кг;
- трудоемкость сварочно-наплавочных работ при ремонте путевых машин, составляет 8-12 % от годового объема работ ремонтного предприятия.
Трудоемкость сварочно-наплавочных работ распределяется следующим образом:
подготовительные работы (очистка деталей и сборочных единиц, отжиг, разделка и т.д.) – 5 – 8 %;
газопламенная сварка и резка – 17 – 20 %;
электродуговая сварка и наплавка – 55 – 60%;
автоматическая сварка и наплавка – 15 – 20 % [2].
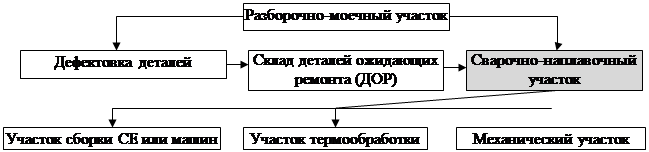
Детали и сборочные единицы на сварочно-наплавочный участок поступают по одному из указанных маршрутов, представленных на рисунке 3.1.
 |
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск