Техническое обслуживание тележки 18-100
Неровности в переходе от обработанной поверхности к необработанной боковой рамы по радиусу 55 мм необходимо зачистить.
Износостойкие прокладки не могут быть установлены на боковую раму, у которой отсутствует хотя бы одно технологическое отверстие на стенках в районе буксовых проемов.
Если боковая рама пришла в ремонт с ранее установленными сменными прокладками, то их снимают боковую рам
у дефектоскопируют. При плановых видах ремонта грузовых вагонов для инструментального обмера боковых рам тележек прокладки сменные, установленные в буксовых проемах рам, снимаются. При деповском ремонте на исправные боковые рамы устанавливают прокладки сменные, не имеющие трещин, механических повреждений, отколов. Допускается постановка прокладки с износом пластины не более 2мм. При капитальном ремонте на опорные поверхности устанавливают новые сменные прокладки.
Тележки, оборудованные износостойкими прокладками, взаимодействуют с корпусами букс, восстановленными до чертежных размеров.
При постановки прокладки на боковую раму ответственность за невидимую часть буксового проема, закрытую прокладкой несет бригадир участка.
После измерения базы боковой рамы бригадир наносит мелом две последние цифры действительного размера «М», для последующего переноса данных в журнал выходного контроля формы ВУ-32.
Например: размер «М» равен 2184мм – нанести «84».
После измерения геометрических размеров подпятника бригадир наносит мелом на поверхность подпятника диаметр, замеренный в двух диаметрально противоположных плоскостях и размер глубины подпятникого места для последующего переноса данных в журнал выходного контроля тележек формы ВУ-32.
Далее тележка перемещается на VI позицию по конвейеру.
При имеющемся наплыве металла с наклонных плоскостей на верхний пояс надрессорной балки от соприкосновения и работы с наклонной поверхностью фрикционного клина – наплыв зачистить шлифовальной машинкой до основного металла с выведением радиуса закругления. Оставшуюся толщину наклонных поверхностей надрессорной балки контролирует бригадир участка, которая составляет не менее 7мм, определяется ультразвуковым толщиномером типа УТ-80.После восстановления наклонных поверхностей, подпятника надрессорной балки наплавкой производится выходной НК наплавленных и обработанных поверхностей вихретоковым методом в соответствии с ТИ 600.25100.00003.
Подборку боковых рам и надрессорной балки в тележку производить по возрастным группам:
нулевая группа – постройка с 1997 г.
первая группа – постройка с 1985 г. по 1996 г.
вторая группа – постройка с 1974 г. по 1984 г.
третья группа – постройка до 1974 г.
Разрешается в каждой группе подбирать элементы из других прочностных групп, при этом номер возрастной группы тележки должен устанавливаться по элементу, имеющему самый ранний период изготовления.
Подбор рессорного комплекта производит слесарь по р.п.с. (по ремонту рессорного комплекта).
В один рессорный комплект подбирать пружины по высоте с разницей не более 4 мм. Под фрикционные клинья устанавливаются пружины, из числа подобранных пружин для рессорного комплекта, имеющие наибольшую высоту. На одну из пружин (в зоне видимости) устанавливается бирка о производственном испытании, с указанием условного номера предприятия, месяца и года (например: 600.10.08г.).
Запрещается установка стальных фрикционных клиньев. Устанавливаемые чугунные клинья должны быть изготовлены по чертежу М 1698.00.002 (это нанесено на горизонтальной поверхности клина) с усиленными упорными ребрами и удлиненной вертикальной поверхностью.
Крепление колпака скользуна производит бригадир, болтом М12 с гайкой и шплинтом. Под гайку устанавливается граверная шайба диаметром 12 мм, шплинт разводится под углом не менее 900С. Колпак скользуна снимают при ремонте.
При капитальном ремонте устанавливают новые колпаки скользунов. При деповском ремонте допускается установка колпаков скользунов с неравномерным максимальным износом наружной поверхности до 3мм, а при износе 3мм и более – заменяют новыми.
Для регулирования зазоров между скользунами вагона и тележки устанавливаются ровные стальные регулировочные прокладки размером 210+2 х 95 +2 мм, в количестве не более 4 штук, толщиной 1,5 – 5 мм.
Нанесение трафарета о принадлежности тележки к кузову вагона после вышеперечисленных работ, производится маляром (или лаборантом) колесного участка, в соответствии с настоящей технологической инструкции.
Далее тележка перемещается на VII позицию по конвейеру.
VII-VIII позиции конвейера. Сборка тормозной рычажной передачи.
Сборка тормозной рычажной передачи производится 2-мя слесарями по р.п.с.
Регулировка рычажной передачи.
Рычажную передачу (рис.8) тележки после постановки новых колодок устанавливать в зависимости от диаметра колес подбором величин "С" и "Р"
Для предотвращения западания серьги мертвой точки при эксплуатации вагонов с тележками модели 18-100 при ремонте тележек устанавливается модернизация в соответствии с ТИ 600.25100.00002, настоящего технологического процесса.
После сборки рама тележки краном снимается с конвейера и подается на позицию выкатки.
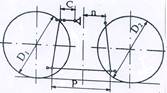
Рисунок 8 – Схема тормозной рычажной передачи тележки модели 18-100
Маркировка деталей тележки.
После сборки тележки производится клеймение боковых рам и надрессорных балок.
Бригадир наносит клеймо принадлежности государству РФ («20» шрифт № 10 в рамке 20 ×15 мм, с обрамлением белилами). Клеймо ставят на боковых рамах – на участке от начала прилива выше приемочных клейм; на надрессорной балке – на видимой части верхней горизонтальной плоскости на расстоянии 20 мм от края.
Место постановки клейм отмечается металлической чертилкой и зачищается шлифовальной машинкой с абразивным кругом шириной 20 мм.
Маляр (лаборант) колесного участка на литые детали тележек (боковые рамы, надрессорные балки) наносит трафарет белой краской о принадлежности тележки к кузову вагона:
при ДР - первая и три последние цифры номера вагона;
при КР - год проведения капитального ремонта, номер вагоноремонтного предприятия, первая и три последние цифры номера вагона. При капитальном ремонте тележка окрашивается черной краской ГОСТ 6586.
При производстве тележки капитального ремонта, полная окраска и нанесение трафаретов о принадлежности к вагону производится в покрасочной камере. Подача тележки в покрасочную камеру производится с VII позиции конвейера мостовым краном, через транспортную тележку. После окраски, в обратном порядке, тележка устанавливается на подобранные колесные пары.
На отремонтированную и проверенную тележку бригадир тележечного участка наносит клеймо шрифтом № 6: условный номер пункта, проводившего ремонт тележек, месяц (двумя цифрами), две последние цифры года.
Образцы надписи трафарета, наносимый масляной краской:
Трафарет, наносимый при капитальном ремонте вагона.
08-600-5-546
Другие рефераты на тему «Транспорт»:
- Совершенствование транспортного обслуживания населения в г. Ростов-на-Дону
- Ежедневное обслуживание автомобиля
- Разработка предложений по созданию логистической системы
- Децентрализованная система автоблокировки с плохим сопротивлением балласта АБТ- ПСБ
- Организация работы колесного участка с внедрением очистки колесных пар
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск