Техническое обслуживание тележки 18-100
![]() Входной контроль технического состояния узлов тележек производится перед, и после постановки вагонов на ремонтные позиции.
Входной контроль технического состояния узлов тележек производится перед, и после постановки вагонов на ремонтные позиции.
Входной контроль производится бригадиром участка по ремонту тележек для предварительного определения объема ремонта.
При этом проверяется (до подъемки вагона):
положение деталей пружинно-фрикционного
рессорного комплекта;
-завышение опорной поверхности фрикционного клина относительно нижней опорной поверхности надрессорной балки, наличие свободного перемещения фрикционного клина и пружин рессорного комплекта;
- состояние деталей тормозной рычажной передачи;
- зазоры между скользунами тележки и рамы вагона.
После выкатки тележки проверяют состояние узла пятник-подпятник и срок службы литых деталей.
Если вышеперечисленные узлы не удовлетворяют установленным требованиям, настоящей технологической инструкции, то на них наносится меловая разметка, с указанием действительного размера, о необходимости ремонта.
Результаты обследования тележек оператором вагоносборочного участка (ВСЦ) заносятся в дефектную ведомость формы ВУ-22 и используются при ремонте деталей и узлов, сборке и подкатке отремонтированной тележки под вагон.
На боковой раме тележки бригадиром наносится меловая разметка о принадлежности тележки к данному вагону, для ее возвращения после ремонта на свое место.
Меловая разметка состоит из трех цифр, записанных через «–» и определяет расположение тележки в ВСЦ, т.е. на каком она находится пути, ремонтной позиции и ее порядковый номер под вагоном. В ВСЦ 3 пути, на каждом из которых по 7 ремонтных позиций:
ремонтные позиции: 1 2 3 4 5 6 7
 1 путь
1 путь
2 путь
3 путь
![]() Въезд в ВСЦ
Въезд в ВСЦ
После входного контроля, занесения данных в форму ВУ-22 и производства меловой разметки, тележки поочередно, начиная с первого вагона первого или второго ремонтного пути, стропальщиком ВСЦ подаются краном на наклонный путь на участок, где оператор по описи тележек фиксирует принадлежность номеров надрессорных балок и боковых рам к номеру вагона в журнале входного контроля тележек, в соответствии с настоящей технологической инструкцией.
Входной контроль рамы тележки проводят на IV и V позициях конвейера по ремонту тележек. На специально выделенной позиции участка по ремонту тележек производится входной контроль новых и отремонтированных литых деталей тележек.
После сборки рамы тележки проводится выходной контроль на VII позиции конвейера по ремонту тележек, а выходной контроль тележки в сборе с колесными парами осуществляется на линии выкатки в вагоносборочный участок.
I позиция конвейера. Подача тележек на конвейер.
После проведения входного контроля рама тележки снимается с колесных пар при помощи монорельса и подается на позицию накопления и первую позицию конвейера перед моечной машиной.
Рама тележки подается бригадиром непосредственно в моечную машину на II позицию по конвейеру при помощи пульта управления.
II позиция конвейера. Обмывка тележки.
После предварительного осмотра тележек, стропальщик участка по ремонту тележек производит снятие рамы тележки с колесных пар с помощью монорельса, грузоподъемностью Q=2,5тс и подает ее на первую позицию поточно-конвейерной линии. Колесные пары подаются на позицию осмотра, обмера и очистки.
Допускается снятие рамы тележки и передачу колесных пар производить мостовым краном, грузоподъемностью Q=5тс.
Обмывка тележек производится в моечной машине раствором, содержащим 4-5% каустической соды при температуре 70-80°С (средство моющее техническое "О-БИС"). Время обмывки одной рамы тележки не менее 10¸15мин, в зависимости от степени загрязнения.
Очистку моечной машины производят один раз в неделю по составленному старшим мастером графику очистки.
После обмывки слесарем по р.п.с. тележка подается при помощи манипулятора на III позицию конвейера, для разборки тормозной рычажной передачи, разборки пружинного комплекта.
III позиция конвейера. Разборка рамы тележки.
На данной позиции производится разборка тормозной рычажной передачи и разборка рессорного комплекта.
Перед разборкой слесарь р.п.с. (по разборке тормозной рычажной передачи) удаляет воду из подпятника надрессорной балки и карманов боковой рамы, с помощью пистолета вакуумной установки для отсоса воды после моечной машины. В случае выхода из строя установки удалить воду из подпятника мочальной кистью.
Разборка тормозной рычажной передачи производится в следующей последовательности (рисунок 6):
- выбить чеки и снять тормозные колодки 17, предохранительные скобы 4;
- снять шплинты 7,10;
- снять шайбы 9, выбить валики 8, снять вертикальные рычаги 5 и распорную тягу 2;
- выбить шплинты 15, снять шайбу и валики 14, снять серьгу мёртвой точки 6, после удаления шплинта 11, шайбы 12 и валика 13;
- вынуть проволоку предохранительных шайб, снять шайбы;
-выбить шплинт 13 валика 16, опустить триангель 1 на предохранительные полочки боковин рамы;
- снять подвески 3 тормозного башмака, снять триангель 1 (одновременно снять и второй триангель и передать на позицию их ремонта).
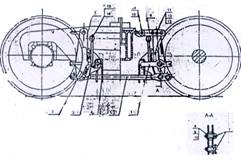
Рисунок 6 – Разборка тормозной рычажной передачи тележки 18-100
Разборка балочки авторежима (при ее наличии), (рисунок 7):
- удалить шплинт 23, свинтить гайку 24 с болта 25 и вынуть его, снять резинометаллическую прокладку 26, балку опорную 34.
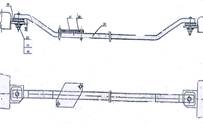
Рисунок 7 – Балочка авторежима
Все детали после разборки укладываются в соответствующую тару.
Тормозные колодки толщиной 50 мм и более, не имеющих трещин и металлических включений на рабочей поверхности уложить в отдельную тару, для дальнейшего использования.
После подачи тары с подвесками тормозного башмака на позицию их неразрушающего контроля слесарь р.п.с. (по разборке тормозной рычажной передачи) производит с помощью бородка и молотка удаление резиновых втулок подвесок тормозного башмака, независимо от их состояния, а после их контроля, дефектоскопирования и постановки клейм дефектоскопистом, производит постановку новых резиновых втулок с помощью специального приспособления.
При зазоре по диаметру в шарнирном соединении рычажной передачи 3 мм и более сделать меловую разметку «износ», соответственно на вертикальном рычаге или распорной тяги, для замены втулок на IV – позиции конвейера.
Валики подвесок тормозных башмаков, изношенные по диаметру более 1 мм заменить.
Данные по состоянию тормозной рычажной передачи оператор по описи тележек заносит в журнал входного контроля тележек.
Триангели после разборки рамы тележки подаются при помощи крана-укосины на стол разборки и испытания триангеля. Разборка, осмотр, дефектация, испытание и сборка деталей триангеля производится в соответствии с технологическим процессом. Детали триангеля подлежащие ремонту в накопителях при помощи крана передаются в отделение восстановления и механической обработки деталей триангеля.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск