Ремонт тележки электропоезда на примере модели КВЗ-ЦНИИ
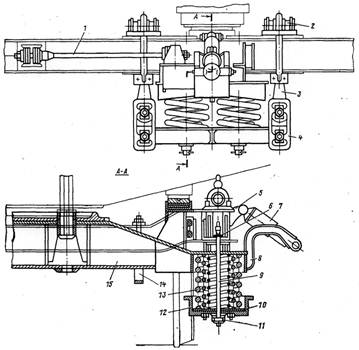
Рис1.4. Центральное подвешивание тележки КВЗ-ЦНИИ
Гасители колебаний 7 нижними концами крепятся к кронштейнам 8 надрессорной балки, а верхними — к кронштейнам 5 рамы тележки. От падения Надрессорная балка 15 при обрыве подвесок предохраняется скобами 14. Для предотвращения перекоса надрессорных балок при прохождении ваг
оном кривых участков пути она связана с рамой тележки продольным поводком. Надрессорная балка тележки (рис. 1.5) сварная коробчатого сечения из стали марки СтЗ. Верхний лист балки состоит из трех частей. Концевые части верхнего и нижнего листов уширены, создавая хорошую опору на пружины, и имеют отверстия 8 для предохранительных болтов центрального подвешивания.
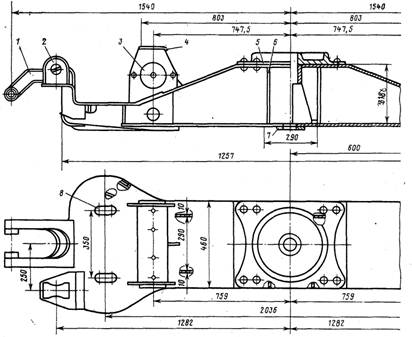
Рис. 1.5. Надрессорная балка тележки КВЗ-ЦНИИ
Посередине балки размещен подпятник 5, место для подпятника усилено ребрами 6 и планкой 7. К балке приварены коробки опорных (горизонтальных) скользунов 4, а также вертикальные скользуны 3, соприкасающиеся со скользунами на средних поперечных балках рамы тележки. К надрессорной балке приварены кронштейны 2 для направляющих поводков и кронштейны 1 для крепления гасителей колебаний. Надрессорная балка воспринимает нагрузку от кузова через горизонтальные скользуны 4; между пятником и подпятником балки имеется зазор 9 мм.
Для передачи тяговых и тормозных усилий от тележки к кузову и предупреждения отрыва тележки от кузова пятник вагона соединен с подпятником тележки замковым шкворнем, состоящим из двух полу шкворней и замковой планки. Кроме того, шкворень совместно с пятником является осью вращения тележки относительно кузова при прохождении кривых участков пути.
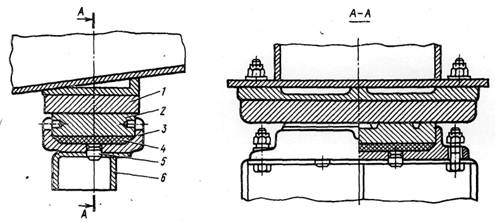
Рис.1.6. Опора кузова на тележку КВЗ-ЦНИИ
Поперечное отклонение и возврат надрессорной балки обеспечиваются жесткостью пружин и возвращающим устройством люльки. Для ограничения больших отклонений балки и смягчения горизонтальных сил на ней размещены упругие резинометаллические упоры. Зазор между этим упругим элементом и жестким упором продольной балки рамы 45 мм. Колебания кузова в вертикальной и горизонтальной плоскостях гасятся гидравлическими гасителями, установленными под углом 35—45°.
Опора кузова на тележку (рис. 1.6) имеет скользун 1 кузова, скользун 2 тележки, резиновую прокладку 4 и коробку скользуна 3, которая крепится болтами на опору 6 надрессорной балки и центрируется на ней штырем 5. При такой схеме опирания кузова на скользуны повышается плавность хода вагона вследствие уменьшения боковой качки и гашения извилистого движения тележки.
Для обеспечения свободного поворота тележки относительно кузова при прохождении кривых участков пути момент трения между скользунами подбирается в пределах 20—28 Н-м. Достигается это применением разнородных материалов: скользун кузова изготовлен из стали марки 40Х, а скользун тележки — из серого чугуна СЧ 23-40 или полимерной композиции КСГ. Для исключения задиров рабочие поверхности скользунов шлифуют и смазывают.
Поводок тележки (рис. 1.7) предназначен для упругого ограничения перемещений надрессорной балки в горизонтальной плоскости. Он состоит из тяги 6, резиновых пакетов 2, тарелей 3, шайб 4 и гаек 1 и 5. Длина поводка, а следовательно, и зазоры между надрессорной и поперечными балками рамы регулируют при помощи гаек 1 и 5 за счет запаса резьбы на левой цапфе тяги. Для поворота или удержания тяги от вращения ее левый конец имеет форму квадрата.
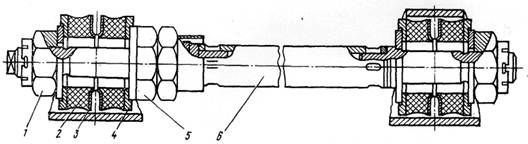
Рис. 1.7. Направляющий поводок
2. Характеристика основных типов поломок и повреждений в вагонах такого типа
Пассажирские вагоны эксплуатируются в различных климатических условиях, при различном техническом состоянии пути, при повышенных скоростях движения.
Все это существенно отражается на силовом воздействии на тележки и, соответственно, на характере и интенсивности повреждаемости всех сборочных единиц тележек КВЗ-ЦНИИ.
Неисправности рам тележек
Основные неисправности рам тележек представлены на рис. 2.1:
• нарушение сварных швов и образование трещин в продольных 1, концевых 4 и поперечных балках 2;
• коррозионные повреждения элементов рамы;
• прогибы продольных тормозных балок 3;
• трещины по сварным швам приварки кронштейнов подвески рычажной передачи 6 и кронштейнов для крепления гасителей колебаний 9;
•износы боковых 7 и торцевых 8 вертикальных скользунов.
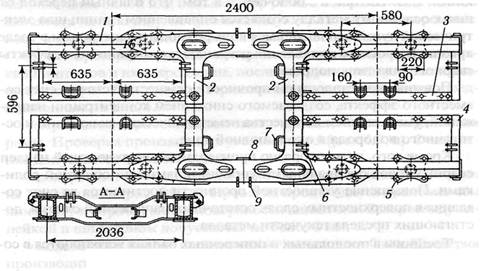
Рис.2.1. Неисправности рам тележек КВЗ-ЦНИИ
Нарушение сварных швов и образование трещин по ним возможно в различных зонах рамы тележки, однако чаще встречаются в центральной части тележки.
Эти трещины являются следствием недостаточной усталостной прочности металла сварных швов и околошовной зоны под действием вибрационной нагрузки.
В настоящее время с целью устранения этих дефектов рекомендуется применять при изготовлении рам сплошное упрочнение сварных швов.
Эта операция может осуществляться механической обработкой сварных швов шлифовальным кругом или фрезой для снятия поверхностных дефектов сварного шва и придания швам плавного очертания на границе перехода от металла шва к основному металлу.
Другой метод упрочнения разработан в институте электросварки им. Е.О. Патона и заключается в том, что плавный переход от шва к основному металлу создается оплавлением границ шва электрической дугой неплавящимся вольфрамовым электродом в среде аргона. В процессе оплавления устраняются пограничные дефекты сварного шва типа подреза.
Повышение усталостной прочности осуществляется за счет совместного эффекта, создаваемого снижением концентрации напряжений, уменьшением количества неметаллических включений и остаточного водорода в околошовной зоне.
Кроме того, целесообразно производить поверхностный наклеп сварных швов специальными упрочнителями или обкаткой роликами. Повышение усталостной прочности достигается за счет создания в поверхностных слоях остаточных напряжений сжатия, достигающих предела текучести металла.
Трещины в продольных и поперечных балках устраняются в соответствии с Инструкцией по сварке и наплавке при ремонте грузовых вагонов.
Участки рам, пораженные коррозией, разрешается восстанавливать наплавкой при условии, что толщина металла в зоне не менее 50 % альбомной величины.
В эксплуатации встречаются прогибы тормозных балок. При капитальном ремонте не допускаются прогибы балок более 10 мм и пропеллерность более 6 мм. При наличии деформаций выше указанных величин они устраняются правкой.
При устранении прогибов и пропеллерности рамы необходимо обеспечить, чтобы ее поверхность и опоры, на которые устанавливаются шпинтоны 5 (см. рис. 2.1), были в одной плоскости. Для этого их необходимо выровнять. Лучшим способом выравнивания плоскости опор рамы является фрезерование этих поверхностей с одной установки на продольно-фрезерном станке. При отсутствии такого станка выравнивание производится путем подбора пластин по толщине и зачистке, что требует больших трудовых затрат и времени.
Другие рефераты на тему «Транспорт»:
- Оценка эстетического уровня автомобиля Volkswagen Polo
- Проектирование цеха по изготовлению деталей и сборке бортовой секции сухогрузного судна
- Карьерные железнодорожные пути. Устройство рельсовой колеи и стрелочных переводов
- Бухгалтерский учет ГСМ и списание на затраты
- Транспортная инфраструктура Франции
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск