Разработка технологических решений проекта реконструкции колесно-роликового участка вагонного депо
2. Расчет производственной мощности вагонного депо
2.1. Производственная мощность депо,
методика ее расчета
Под производственной мощностью Мр предприятия вагонного хозяйства понимается его расчетная потенциальная способность выпускать максимальное количество продукции требуемого качества в единицу времени на определенную дату при полном использовании пр
оизводственного оборудования и площадей, достигнутом или намечаемом уровнях развития техники, степени ее освоения и принятой технологии.
При разработке проекта строительства (реконструкции) вагонного депо используется понятие проектная производственная мощность предприятия, то есть, предусмотренный проектом данного предприятия выпуск продукции.
Ожидаемый выпуск продукции предприятием может отличаться от его расчетной производственной мощности и характеризуется фактическим выпуском продукции.
Фактический выпуск продукции Nф – случайная величина, зависящая от множества факторов и достигнутого уровня совершенства производства.
Производственная программа вагонного депо определяется производственной мощностью вагоносборочного участка (ВСУ) с учетом формы организации производственного процесса, выбранного режима работы участка, типа вагонов и средней трудоемкости их ремонта, а также параметров ВСУ (числом ремонтных путей, числом ремонтных позиций и т.д.)
Расчет производственной мощности предприятия выполняется по техническому заданию, определяющему исходные данные для расчета.
Исходные данные для расчета
1. Объект ремонта -4-осный крытый вагон;
2. Годовая программа ремонта вагонов nд=4000 ваг./год;
3. Количество ремонтных путей в ВСУ, nп = 2 пути;
4. Способ ремонта вагонов в ВСУ - поточный на ПКЛ;
5. Количество ремонтных позиций на ПКЛ, Θ = 5 поз.;
6. Норма простоя вагона в ремонте, t. ч, :
- для 4-х осн. вагонов - t = 8 ч ;
Производственную мощность ВСУ в физических вагонах определим по выражению
 ( 1)
( 1)
где Fн – номинальный годовой фонд рабочего времени
вагоносборочного участка для принятого режима
его работы, ч;
Фi - фронт работы i-го ремонтного пути
вагоносборочного участка, ваг.;
ti - нормированное время простоя вагона в ремонте, ч;
n - число ремонтных путей в вагоносборочном
участке, nmin ≥ 2.
При поточном методе ремонта вагонов на поточно-конвейерной линии (ПКЛ) фронт работы Фi определим по выражению
![]() (2)
(2)
где Θi – число ремонтных позиций ПКЛ на i-ом пути
вагоносборочного участка;
Кв- количество вагонов, размещаемых на одной
ремонтной позиции ПКЛ, ваг.
Ожидаемый фактический выпуск вагонов Nф из ремонта составит
Nф = (0,85… 0,95)·М=4560,75
2.2. Расчет параметров вагоносборочного участка
При поточном ремонте вагонов в вагоносборочном участке на ПКЛ определяют ее временные и пространственные параметры.
В случае ремонта вагонов различного типа (например: 4-х и 8-ми осных) расчет параметров выполняется раздельно для каждой ПКЛ.
Определяем расчетный такт работы ПКЛ в ВСУ по выражению
 мин(3)
мин(3)
где n – количество ПКЛ в вагоносборочном участке;
η - коэффициент использования ПКЛ с учетом затрат
времени на техническое обслуживание и ремонт,
η = 0,85.
Проверяем кратность расчетного такта R длительности смены.
 (4)
(4)
Округляем величину Е до целого числа и определяем откорректированный такт поточной линии

Фактический выпуск вагонов из ремонта с учетом откорректированного такта R' составит
 (5)
(5)
Полученное значение Nф проверяем на соответствие условию
Nф ≥ nд, 4595>4000-верно (6)
3.Расчет параметров колесно-роликового участка
3.1. Назначение участка
Колесно-роликовый участок (КРУ) предназначен для выполнения полного и обыкновенного освидетельствований и ремонта колесных пар без смены элементов вагонов, поступающих в деповской и текущий отцепочный ремонты.
КРУ имеет следующие отделения:
колесотокарное отделение - предназначено для восстановления профиля катания изношенных колес посредством механической обработки поверхности катания колеса на специальных колесотокарных станках; в отделении возможно размещение накопительных путей для колесных пар и специализированного пути для проведения промежуточной ревизии роликовых букс при обыкновенном освидетельствовании;
роликовое отделение - предназначено для подготовки колесных пар с роликовыми буксами к ремонту, диагностики технического состояния элементов колесной пары и ее буксовых узлов, демонтажа роликовых букс с колесной пары, ремонта и подготовки к монтажу корпусов букс и крепительных элементов (крепительных крышек, болтов, шайб и пр.), монтажа роликовых букс на колесную пару, приемки и окраски колесных пар;
ремонтно-комплектовочное отделение роликовых подшипников– предназначено для контроля, ремонта и комплектовки роликовых подшипников с целью обеспечения их надежной работы в буксах колесных пар.
3.2. Технологический процесс освидетельствования и ремонта колесных пар без смены элементов
При поступлении вагонов в деповской ремонт все колесные пары поступают в колесно-роликовый участок депо для освидетельствования или ремонта.
Производственный процесс ремонта колесных пар и их букс организуется по методу предметной специализации на комплексно-механизированных линиях, позволяющий расчленить весь технологический процесс на ряд параллельных технологических процессов с учетом объема выполняемых работ (с полной или промежуточной ревизией буксовых узлов) и комплектующих сборочных единиц.
Рассмотрим технологический процесс ремонта колесной пары с полной ревизией роликовых букс и обточкой колес по профилю катания, как наиболее трудоемкий и с максимальным использованием средств механизации и автоматизации.
Последовательность выполнения основных видов работ (маршрутная технология) при полном освидетельствовании и ремонте роликовых колесных пар без смены элементов показана на рис.3.1.
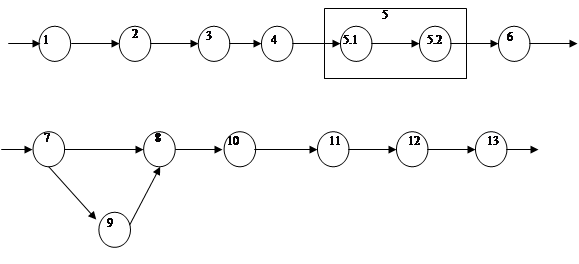
Рис.3.1. Структурная схема технологического процесса колесных пар
1 - предварительный осмотр колесных пар; 2- демонтаж роликовых букс; 3-очистка и обмывка кол. пар; 4 - УЗД подступичных частей осей колесных пар; 5 - магнитная дефектоскопия шеек и предподступичных частей (5.1) и средних частей (5.2) осей колесных пар; 6 – технические измерения колесных пар, заполнение натурного листка ф. ВУ-51 "Приход"; 7 - обтачивание профиля поверхностей катания колес; 8 - измерение размеров кол. пар и заполнение листка формы ВУ-51 "Расход"; 9 - зачистка (полирование) шеек кол. пар; 10 - клеймение кол. пар; 11- монтаж роликовых букс; 12- контроль сборки букс и постановка бирки; 13 - окраска и сушка колесных пар.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск