Крупнейшие месторождение нефти. Месторождение Аль-Гавар
Технологическая схема гидроочистки топлив
Сырьем служат прямогонные фракции с содержанием серы до 2,4 % мае., полученные из х нефтей, а также смеси прямогонных фракций и соответствующих дистиллятов вторичного происхождения. Установка имеет два блока, позволяющих перерабатывать два вида сырья раздельно, но имеющих некоторые общие элементы, в частности, узел регенерации моноэтаноламина
, используемого для очистки циркулирующего газа от сероводорода.
Сырье I насосом 2 подают через теплообменник в трубчатую печь 3. В линию насоса врезана линия водородсодержащего газа II от компрессора 1. Нагретая до температуры 360—380 °С смесь сырья и циркулирующего газа проходит последовательно два реактора 4 и 5. Реакторы заполнены катализатором (алюмоникельмолибденовым или алюмокобальтмолиб-деновым). Предусмотрена возможность съема избыточного тепла реакции путем подачи в реакторы части холодного водородсодержащего газа. Продукты реакции в виде парогазовой смеси выходят из реактора 5, отдают часть тепла газосырьевой смеси, проходя через межтрубное пространство теплообменника 6, охлаждаются в воздушном холодильнике 7. Смесь поступает в сепаратор высокого давления 8, где от продуктов реакции отделяется водородсодержащий газ V, обогащенный сероводородом. Затем смесь из 8 попадает в сепаратор низкого давления 10, где вновь происходит выделение сероводорода и части углеводородных газов VI. Газы из сепараторов 8 и 10 уходят сверху и направляются на очистку моноэтаноламином и выделение сероводорода. Блок очистки газов от сероводрода моноэтаноламином описан в главе 2. В очищенный водородсодержащий газ добавляют водород для восполнения его расхода на гидроочистку.
В продуктовой смеси, выходящей снизу из сепаратора 10, помимо целевой фракции дизельного топлива, содержится некоторое количество легких продуктов — тяжелые газовые компоненты и бензиновые фракции VIII. Чтобы отделить эти фракции, жидкие продукты направляют через теплообменник в стабилизационную колонну 11. Отпаривание легких фракций проводят, возвращая часть дизельного топлива из колонны 11 в печь. Балансовое количество гидроочищенного дизельного то плива IX проходит теплообменник 13 и уходит с установки. Углеводородные газы VII направляются на газофракционирующую установку.
Гидроочистку тяжелых дистиллятов деструктивных процессов (коксования, висбрекинга) обычно проводят в смеси с прямогонными дистиллятами в количестве до 30 % мас.
Гидроочистка масляных фракций применяется для осветления и улучшения их стабильности против окисления. Одновременно уменьшается их коксуемость и содержание серы (глубина обессеривания 30—40 %); температура застывания масла повышается на I —3 °С. Выход дистиллятных и остаточных рафинатов составляет более 97 % мас.
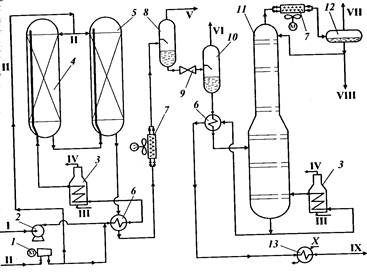
Технологическая схема установки гидроочистки топлив: / — компрессор; 2— насос; 3— печь; 4, 5— реакторы; 6— теплообменник; 7— аппарат воздушного охлаждения; 8 — сепаратор высокого давления; 9 — дроссельный вентиль; 10 — сепаратор низкого давления; // — стабилизационная колонна; 12 — сепаратор; 13 — холодильник; 1 — сырье; II — свежий водородсодержащий газ; III — топливный газ; IV — дымовые газы; V — водородсодержащий газ на очистку; VI — углеводородный газ; VII — газ стабилизации; VIII — бензин; IX — дизельное топливо; X — вода
Технологическая схема каталитического риформинга
Основное назначение процесса риформинга – получение высококтанового компонента товарных автомобильных топлив из низкооктановых тяжелых бензинов за счет их ароматизации. Сырьем установки является бензин 85-1800С, мощность установки 1 млн. т в год. Катализатор – биметаллический, шариковый.
Сырье I смешивается с циркулирующим водородсодержащим газом IV. Далее реакционная смесь нагревается в теплообменнике 4 и печи 5 и поступает в верхнюю секцию реактора 2. Переменный диаметр реактора позволяет неравномерно распределять катализатор между секциями в соответствии с протекающими реакциями. Продукты из нижней части реактора 2 проходят теплообменники 4. Первое разделение жидкой и газовой фаз происходит в газовом сепараторе низкого давления 8(при 1 МПа). Газ из этого газового сепаратора компримируют компрессором 6 до давления 1,5 МПа, вновь смешивают с жидкой фазой, подаваемой из газового сепаратора 8, и разделяют смесь в газовом сепараторе высокого давления 7. Подобное решение узла сепарации, вызванное низким давлением в реакционной зоне, снижает унос бензина с водородсодержащим газом и повышает содержание в нем водорода. В колонне 9 осуществляют стабилизацию катали-зата при давлении 0,8—0,9 МПа. Из верхней части колонны уходят углеводородный газ VII и головная фракция VIII, которые передаются на газофракционирующую установку, а стабильный катализат отбирается снизу колонны.
Регенератор 1 представляет собой аппарат с радиальным потоком реакционных газов, разделенный на три технологические зоны. В верхней зоне при мольном содержании кислорода 1 % об. в газе-окислителе происходит выжиг кокса. В средней зоне при содержании кислорода 10—20 % об. и подаче хлорорганических соединений происходит окислительное хлорирование катализатора. В третьей нижней зоне катализатор дополнительно прокаливают в токе сухого воздуха.
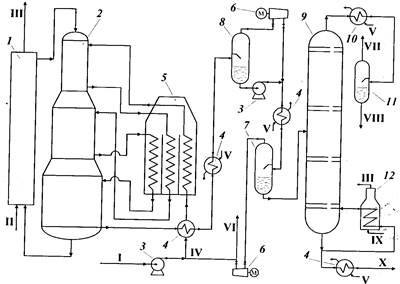
Схема установки риформинга с движущимся слоем катализатора: 1 — секция регенерации; 2 — реактор; 3 — насос; 4 — теплообменник; 5 — многосекционная печь; 6— компрессор; 7— газосепаратор высокого давления; 8— газосепаратор низкого давления; 9 — колонна стабилизации; 10 — холодильник; 11 — сепаратор; 12— трубчатая печь; I — сырье; II—воздух; III — дымовые газы; IV — циркулирующий газ; V — вода; VI — водород заводским потребителям; VII — газообразные углеводороды; VIII — нестабильная головная фракция; IX — топливный газ; X — стабильный катализат
Технологическая схема изомеризации бензиновых фракций
Процесс изомеризации служит для получения высокооктановых компонентов автомобильных топлив на бифункциональном катализаторе, содержащем платину на оксиде алюминия. Процесс проходит при температурах 350—400 °С и давлении 3—3,5 МПа, объемная скорость подачи сырья составляет 1,5—2,0 ч-1. Для подавления побочных реакций расщепления осуществляют циркуляцию водородсодержащего газа в объеме 900 нм3 на 1 м3 жидкого сырья.
Исходная пентановая фракция поступает на изомеризацию с центральной газофракционирующей установки (ЦГФУ), схема которой рассмотрена в главе 2. Сырье I, подаваемое насосом 1, смешивается с водородсодержащим газом, нагревается в теплообменнике 2 и далее через змеевик трубчатой печи 4 поступает в реактор 3, заполненный катализатором. В начале работы температура в реакторе около 380 0С, а в конце вследствие некоторого дезактивиро-вания катализатора она поднимается до температуры 430—450 0С.
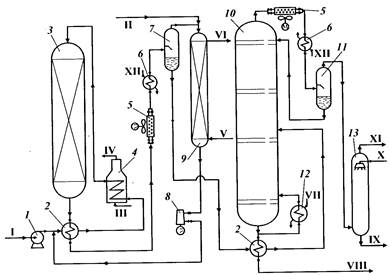
Технологическая схема установки изомеризации: / — насос; 2 — теплообменник; 3 — реактор; 4 — печь; 5 — аппарат воздушного охлаждения; 6 — холодильник; 7— сепаратор водородсодержащего газа; 8— компрессор водородсодержащего газа; 9 — адсорбер-осушитель газа; 10 — стабилизационная колонна; // — сепаратор углеводородного газа; 12 — кипятильник; 13 — абсорбер изопен-тана; I — сырье; II — водород; III — топливный газ; IV — дымовые газы; V — сухой воздух для регенерации адсорбента; VI — влажный воздух; VII — пар; VIII — стабильный изомеризат; IX — насыщенный абсорбент; X — гексановая фракция (абсорбент); XI — жирный газ; XII — вода
Другие рефераты на тему «Международные отношения и мировая экономика»:
Поиск рефератов
Последние рефераты раздела
- Коррекция специализаций региональных экономик через НИОКР
- Право международных организаций
- Региональные инвестиционные соглашения в Северной Америке
- Россия в системе международных экономических отношений
- Методы экономического обоснования принимаемых решений по выходу на внешний рынок
- Мировые деньги и международная ликвидность
- Роль США и Китая в интеграционных процессах в рамках АСЕАН