Блок управления и контроля автоматизированного тестера параметров радиоэлементов
Монтаж платы односторонний, поэтому производить замену элементов печатной платы можно, не снимая ее. А также при сборке производить пайку прогрессивным методом – волной припоя. Крепление платы на салазках обеспечивает легкую ее замену в случае выхода из строя.
При сборке изделия используются освоенные в производстве детали, такие как контакты, лепестки, прокладки и т.д.
Точность техноло
гических процессов является одной из главных количественных характеристик, но она не достаточна для того, чтобы в полной мере осуществить качество того или иного процесса. Для таких оценок вводят количественные характеристики и совместный учет точностных характеристик и характеристик устойчивости, позволяющих сделать обоснованное заключение о технологическом процессе. Чтобы плата была технологичной предусмотрено: приготовление деталей из унифицированных и стандартных элементов и использование деталей, заимствованных из освоенных ранее изделий, сокращение числа оригинальных и сложных деталей, размеры и поверхности которых требуют точности и шероховатости, экономически необоснованных, а также использование недефицитных и не дорогих материалов, являющихся технологичными.
Исходя из выше сказанного, конструкцию материнской платы можно считать технологичной.
5.2 Проектирование технологического процесса сборки печатной платы
Обеспечение высокой точности и надежности, серийно выпускаемых изделий достигается применением комплекса мероприятий, важной составной частью которого является технология сборки. Поэтому качественное проведение сборочных операций является одним из условий повышения качества сборки изделия, долговечности собираемых узлов и изделий.
В общем виде сборочный процесс представляет собой соединение в определенной последовательности отдельных деталей и электрорадиоэлементов в сборочные узлы для получения законченного изделия. Различают общую и узловую сборку. Общей сборкой называется часть технологического процесса, в течение которой происходит фиксация составляющих сборочных единиц. Узловая сборка – часть технологического процесса, которая имеет целью образования сборочных единиц, входящих в данное изделие, в соответствии с предъявляемыми к ним требованиями.
При проектировании технологического процесса сборки печатной платы анализируют технологичность конструкции. Общие технические требования сводятся к допустимости параллельной и независимой узловой сборки, взаимозаменяемости деталей, обеспечению свободного допуска к монтажу.
Основой проектирования сборочного процесса являются типовые технологические процессы сборки узлов, основываясь на которые мы составляем схему рабочего технологического процесса сборки печатной платы.
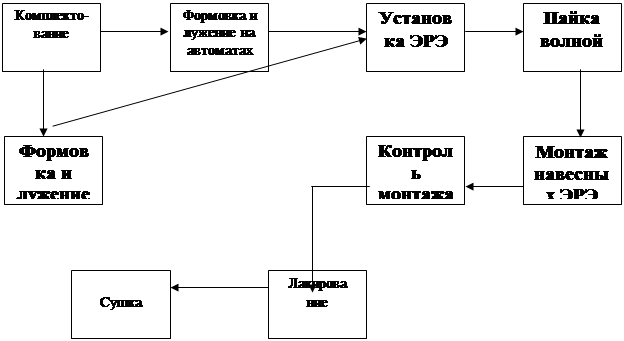
Рисунок 5.1 - Схема рабочего технологического процесса сборки печатной платы
Основными частями схемы являются операции комплектования, подготовки ЭРЭ, подготовки печатной платы, сборки, контроля, лакирования.
Согласно приведенной схемы составим маршрутные и операционные карты (смотри приложение Г).
Сборка печатной платы не должна осуществляться с применением сложного оснащения, сборочные операции должны быть максимально механизированы. С этой целью проведем выбор средств технологического оснащения. Для подготовки ЭРЭ к сборке используем следующее широко применяемое оборудование.
Для резисторов и конденсаторов используют автомат типа К12-010.00.00.000.
Лужение всех остальных элементов будем производить погружением в ванну ГГ-0867-4003. Пайку ЭРЭ производим в автоматизированном режиме на установке АУБ 28.00.
Используем также универсальные инструменты и приспособления согласно технологическому процессу.
5.3 Определение количественных показателей технологичности конструкции разрабатываемой материнской платы
Показатели технологичности конструкции изделия определяют по общесоюзным и отраслевым методикам. В дипломном проекте показатели технологичности определяем в соответствии с ОСТ 4.091.114-78 и ОСТ 4.091.105-79.
Исходные данные всех показателей приведены в таблице 5.1.
Трудоемкость изготовления изделия
Ти =å Тi (5.1)
где Ti – трудоёмкость изготовления сборки, регулировки контроля и испытания i-ой составной части изделия, нормо/ч.
Ти =43,4+5,16+13,8+83,04+20,08+43,4=208,8 нормо/ч
Таблица 5.1 - Исходные данные показателей
|
Наименование показателя |
Условное обозначение |
Значение показа-теля | ||
|
Основные и дополнительные технико-экономические показатели трудоемкости | ||||
|
Изготовление изделия |
Ти нормо/ч |
109,55 | ||
|
Литейных работ |
ТЛ нормо/ч |
0 | ||
|
Работ по обработке металлов давления |
ТД нормо/ч |
0 | ||
|
Работ по формообразованию деталей из полимерных материалов |
ТП нормо/ч |
0 | ||
|
Заготовительных работ выполняемых обработкой резанием |
ТО нормо/ч |
0 | ||
|
- обработки резанием |
ТО Р нормо/ч |
10,8 | ||
|
- сборно-монтажных работ |
ТС нормо/ч |
25,9 | ||
|
Регулировочных и контрольно-испытательных работ |
ТР К нормо/ч |
29,7 | ||
|
- работ по изготовлению печатных плат |
ТП П нормо/ч |
9,5 | ||
|
Наименование показателя |
Условное обозначение |
Значение показа-теля | ||
|
Основные и дополнительные технико-экономические показатели себестоимости | ||||
|
Расходы на сырье и материалы (за вычетом стоимости отходов) |
СМ руб. |
480,6 | ||
|
Основная зарплата производственных рабочих с начислениями |
С руб. |
183,09 | ||
|
Расходы на износ инструментов |
СИ Н руб. |
18,4 | ||
|
Расходы на содержание оборудования |
СО руб. |
32,48 | ||
|
Стоимость покупных изделий |
СП К руб. |
480,6 | ||
|
Полная себестоимость изделий |
СИ руб. |
1144,29 | ||
|
Дополнительные технические показатели | ||||
|
Количество типоразмеров заимствованных деталей |
ДТ З шт. |
13 | ||
|
Общее количество типоразмеров деталей в изделии |
ДТ шт. |
6 | ||
|
Общее количество деталей в изделии |
Д шт. |
87 | ||
|
Количество монтажных соединений выполненных на печатных платах, которые могут осущ. мех. способ. |
НМ М шт. |
192 | ||
|
Общее количество монтажных соединений |
НМ шт. |
246 | ||
|
Общее количество ЭРЭ, в изделии которые должны подготавливаться к монтажу в соответствии с требованиями конструкторской документации |
НП ЭРЭ шт. |
20 | ||
|
Показатели техничности изделия – аналога | ||||
|
Трудоемкость изготовления |
ТН О шт. |
3127 | ||
|
Технологическая себестоимость |
СТ шт. |
280,76 | ||
Другие рефераты на тему «Коммуникации, связь и радиоэлектроника»:
Поиск рефератов
Последние рефераты раздела
- Микроконтроллер системы управления
- Разработка алгоритмического и программного обеспечения стандарта IEEE 1500 для тестирования гибкой автоматизированной системы в пакете кристаллов
- Разработка базы данных для информатизации деятельности предприятия малого бизнеса Delphi 7.0
- Разработка детектора высокочастотного излучения
- Разработка микропроцессорного устройства для проверки и диагностики двигателя внутреннего сгорания автомобиля
- Разработка микшерного пульта
- Математические основы теории систем