Оптимальный план загрузки оборудования и транспортных связей
1360М - ![]() = 1360М - 370М + 2923 = 990М + 2923 -
= 1360М - 370М + 2923 = 990М + 2923 - ![]() = 590М + 7243.
= 590М + 7243.
590М + 7243 - ![]() = 230М + 11239
= 230М + 11239
230М + 11239 - ![]() т = 14091
т = 14091
Для тог
о, чтобы общие издержки по производству панелей были минимальными, нам необходимо сделать 230 железобетонных изделий НС - А2 вида и 94 железобетонных изделий НС - А3 вида, 370 железобетонных изделий вида НС - А1, 144 железобетонных изделий вида НС - А4.
Многоэтапная транспортная задача
Найти оптимальный план транспортных связей пунктов производства с перевалочными пунктами и перевалочных пунктов с потребителями готовой продукции, который бы обеспечил минимальные транспортные затраты, если имеются 4 пункта производства продукции, 4 перевалочных пункта, 4 пункта потребления готовой продукции.
|
Q1 |
Q2 |
Q3 |
Q4 |
B1 |
B2 |
B3 |
B4 |
B5 | ||
|
A1 |
5 |
0 |
125 |
0 |
М |
М |
М |
М |
0 |
130 |
|
A2 |
0 |
80 |
0 |
10 |
М |
М |
М |
М |
0 |
90 |
|
A3 |
10 |
0 |
0 |
80 |
М |
М |
М |
М |
0 |
90 |
|
A4 |
80 |
0 |
0 |
0 |
М |
М |
М |
М |
0 |
80 |
|
Q1 |
65 |
М |
М |
М |
65 |
0 |
0 |
0 |
25 |
160 |
|
Q2 |
М |
0 |
М |
М |
0 |
75 |
5 |
0 |
0 |
80 |
|
Q3 |
М |
М |
0 |
М |
0 |
0 |
90 |
0 |
35 |
125 |
|
Q4 |
М |
М |
М |
0 |
0 |
0 |
0 |
90 |
0 |
90 |
|
160 |
80 |
125 |
90 |
65 |
75 |
95 |
95 |
60 |
X1=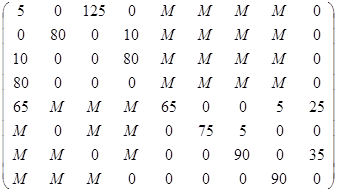
C = 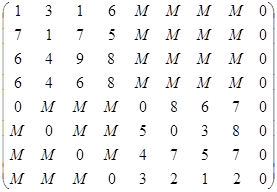
C1=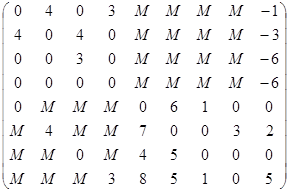
X1=![]() min (25;
min (25;
10) =10
X2=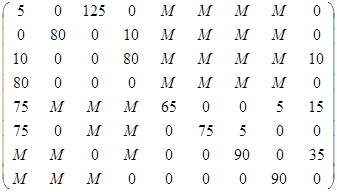
C=
C2=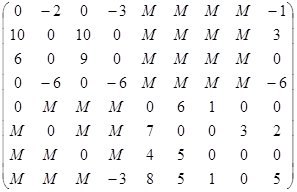
![]()
X2=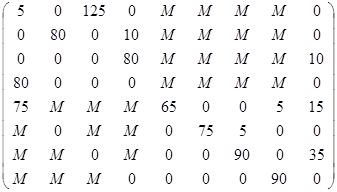
X3=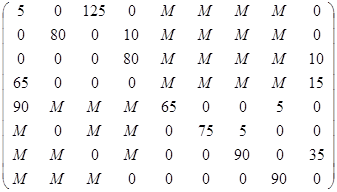
C=
C3=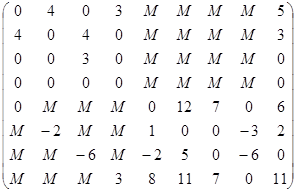
X3=
Другие рефераты на тему «Экономико-математическое моделирование»:
Поиск рефератов
Последние рефераты раздела
- Выборочные исследования в эконометрике
- Временные характеристики и функция времени. Графическое представление частотных характеристик
- Автоматизированный априорный анализ статистической совокупности в среде MS Excel
- Биматричные игры. Поиск равновесных ситуаций
- Анализ рядов распределения
- Анализ состояния финансовых рынков на основе методов нелинейной динамики
- Безработица - основные определения и измерение. Потоки, запасы, утечки, инъекции в модели