Проект оптимизации сводных показателей машиностроительного цеха
Рассчитанные подачи для черновой обработки проверяем по осевой Рх
и радиальной Ру составляющим сил резания:
По карте 32 определяем табличные значения сил резания:
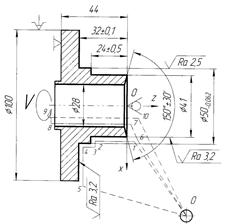
для поверхности 1 и 2 - Рх = 1050 Н и Ру = 280 Н
для поверхности 3 и 4 - Рх = 950 Н и Ру = 260 Н
Допустимые значения [Рх] = 8000 Н; [Ру] = 3600 Н, меньше расчетных,
следовательно, обработка возможна.
Табл
ичные значения скорости резания и поправочных коэффициентов
определяем по карте 21 и заносим в таблицу 3.1.
V = Vт × Кvи × Кvс × Кvo × Кvj × Кvm × Кvφ × Kvt × Кvж ,м/мин. (3.2)
где Vт - табличное значение скорости резания;
Кvи - поправочный коэффициент в зависимости от инструментального
материала;
Кvс - поправочный коэффициент в зависимости от группы
обрабатываемости материала;
Кvo - поправочный коэффициент в зависимости от вида обработки;
Кvj - поправочный коэффициент в зависимости от жесткости станка;
Кvm - поправочный коэффициент в зависимости от механических свойств обрабатываемого материала;
Кvφ - поправочный коэффициент в зависимости от геометрических
параметров резца;
Kvt - поправочный коэффициент в зависимости от периода стойкости
режущего инструмента;
Кvж - поправочный коэффициент в зависимости от наличия охлаждающей жидкости.
Определяем частоту вращения шпинделя и результат заносим в таблицу 3.1, об/мин. (3.3)
Так как данный станок оснащен автоматической коробкой скоростей, то принятые значения частот в ращения шпинделя задаются непосредственно в управляющей программе.
Табличные значения мощности и поправочных коэффициентов определяем по карте 21 и заносим в таблицу 3.1.
N=NT × KN , KBT (3.5)
Проверяем, достаточна ли мощность привода станка.
Nшп = Nд × η , KBT (3.6)
где Nд - мощность двигателя станка, 11 кВт;
η - К.П.д. станка 0,75.
Nшп = 11 × 0,75 = 8,25 , KBT
Ни одно из рассчитанных значений не превышает мощность привода главного движения станка. Следовательно, установленный режим резания по мощности осуществим.
Определяем минутную подачу:
Sм = nф × So ,мм/мин. (3.7)
Рассчитанные значения заносим в таблицу 3.1.
3.4 Разработка управляющей программы для обработки на станке с ЧПУ
Используем систему ЧПУ для токарных станков 2Р22
%% - начало программы;
001 S3 1000 LF - функция скорости главного движения 3 диапазон
вращения 1000 об/мин;
002 F 216 LF - функция подачи 216 мм/мин;
003 Т1 LF - функция смены инструмента;
004 М08 - функция включения саж
005 Х20,5 Z 5 Е LF - ускоренное перемещение в координату 1;
006 Х20,5 Z -24 LF - рабочее перемещение в координату 2;
007 Х25 Z -24 LF - рабочее перемещение в координату 3;
008 Х25 Z -32 LF - рабочее перемещение в координату 4;
009 Х52 Z -32 LF - рабочее перемещение в координату 5;
010 Х 120 Z20 Е LF - ускоренное перемещение в координату о;
011 Т2 LF - функция смены инструмента;
012 S2 800 LF - функция скорости главного движения 2 диапазон
вращения 800 об/мин;
013 F 213 LF - функция подачи 213 мм/мин;
012 Х21 Z 0 Е LF - ускоренное перемещение в координату 6;
013 Х14 Z -2,5 LF - рабочее перемещение в координату 7;
014 Х 14 Z -50 LF - рабочее перемещение в координату 8;
016 Х 19 Z -50 Е LF - ускоренное перемещение в координату 9;
017 Х 19 Z 5 Е LF - ускоренное перемещение в координату 9;
018 Х 120 Z20 Е LF - ускоренное перемещение в координату 0;
019 М09 - функция отключения СОЖ;
020 М01 - останов с подтверждением.
3.5 Выбор модели промышленного робота
Основным критерием при выборе промышленного робота является его номинальная грузоподъемность, которая равна сумме масс объекта манипулирования и самого схвата:
Q = mзаг + mсхвата , (3.8)
Где mзаг – масса заготовки, кг
mсхвата – масса схвата , кг
Массу схвата определяем по формуле:
mсхвата = mзаг (Кс × Кn - 1), (3.9)
Где Кс – коэффициент, учитывающий массу схвата, 1,3
Кn - коэффициент, учитывающий тип привода , 1,3(для пневмопривода)
mсхвата = 1,4 (1,3 × 1,3 - 1) = 0,97 кг
Определяем грузоподъемность робота
Q = mзаг + mсхвата = 1,4 + 0,97 = 2,37 кг
Таблица 3.2 Характеристики некоторых промышленных роботов
|
Модель робота |
МА160П |
МП40П.05.01 |
УМ160Ф2.81.01 | |
|
Грузоподъемность, кг |
160 |
40 |
160 | |
|
Число степеней подвижности |
4 |
5 |
4 | |
|
Число рук |
1; 2 |
1 |
1 | |
|
Точность позиционирования,мм |
±1,5 |
±1 |
±1,5 | |
|
Привод |
Г |
ЭГ |
ЭГ | |
|
Наибольшие скорости перемещения ось z - ползуна, м/с ось Х - каретки, м/с α - качение кисти, град/с β - поворот головки, град/с |
0,6 1,2 60 90 |
0,8 0,8 90 90 |
1,8 1,2 30 90 | |
|
Габаритные размеры, мм высота, мм длина, мм ширина, мм Масса, кг |
4830 15800 2300 8790 |
3580 1800 1800 3000 |
3850 12000 1640 6500 | |
Выбираем промышленный робот типа МП40П.05.01 предназначенного для группового обслуживания оборудования различного технологического назначения, который обладает следующими достоинствами:
- достаточная грузоподъемность;
- достаточное количество степеней подвижности;
- позиционная система управления;
Компоновка РТК (Робототехнического комплекса)
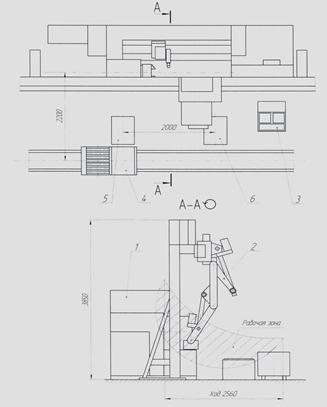
1-Токарный станок 16К20Ф3С32;
Другие рефераты на тему «Экономико-математическое моделирование»:
Поиск рефератов
Последние рефераты раздела
- Выборочные исследования в эконометрике
- Временные характеристики и функция времени. Графическое представление частотных характеристик
- Автоматизированный априорный анализ статистической совокупности в среде MS Excel
- Биматричные игры. Поиск равновесных ситуаций
- Анализ рядов распределения
- Анализ состояния финансовых рынков на основе методов нелинейной динамики
- Безработица - основные определения и измерение. Потоки, запасы, утечки, инъекции в модели