Оценка эффективности технологий очистки гальванических стоков на Санкт-Петербургском заводе гальванических покрытий
Ко второй группе относятся предприятия, где используется устаревшая технология очистки или плохая эксплуатация, либо состав сточных вод не соответствует проектному [5, c. 25].
Могут быть и другие причины, влияющие на эффективность. Применение регрессионных уравнений позволяет значительно сузить круг элементов для более подробного и обстоятельного изучение с целью определения наилучших из им
еющихся в практике элементов очистки с одной стороны, а с другой - для определения первоочередных объектов, требующих капитальных вложений на модернизацию.
Выведенные регрессионные зависимости между эффективностью очистки и параметрами элементов очистных сооружений позволяют оценить уровень эффективности существующих или проектируемых элементов очистки.
Проведенные исследования могут быть использованы при дальнейшей разработке нормативных документов, которые будут определять процесс оценки эффективности действующих очистных сооружений [5, c. 30].
В экологическом законодательстве отсутствуют правовым образом, установленные общие экологические ограничения на природопользование с учетом принципов и требований обеспечения устойчивого развития территорий и экологической безопасности. Установление экологических ограничений на использование водно-ресурсного потенциала согласуется с положением о необходимости достижения баланса экологических и экономических интересов общества [5, c. 32].
Для оценки экологической опасности гальванического производства служит экологический критерий(ЭК), который определяется как отношение конечной концентрации компонента раствора в сбрасываемой (очищенной) воде (Скон) к его ПДК в воде рыбохозяйственных водоемов и прямо пропорционально зависит от концентрации компонента в технологическом растворе (С0), кратности разбавления промывными водами выносимого из ванны раствора (q/Q) и обратно пропорционально зависит от степени очистки сточных вод (a):
![]()
Чем больше экологический критерий, тем большую экологическую опасность представляет тот или иной технологический раствор, гальванический цех; суммарно по всему гальваническому цеху с учетом работы очистных сооружений экологический критерий не должен превышать единицы: ЭК£1 [4, c. 145].
Представленная зависимость показывает, что снижение отрицательного воздействия гальванического производства на окружающую среду достигается снижением экологической опасности применяемых растворов и электролитов (С0/ПДК), рационализацией водопотребления (q/Q) и повышением эффективности очистки сточных вод (a).
Таким образом, при проведении работ по снижению экологической опасности гальванопроизводства в первую очередь необходимо проанализировать номенклатуру применяемых растворов и электролитов и по возможности произвести замену токсичных растворов на менее токсичные либо снизить концентрацию токсичных компонентов в применяемых растворах [4, c. 150].
При замене растворов и электролитов необходимо учитывать эффективность очистных сооружений по очистке образующихся при этом стоков. Так, например, при замене цианистого электролита цинкования на сернокислый при одинаковой концентрации ионов цинка и неизменных системах промывки деталей и очистки кисло-щелочных стоков экологический критерий технологии цинкования ухудшается в сотни раз из-за практически полной очистки стоков от цианидов (до ПДК) и незначительной степени очистки сточных вод от сульфатов (до 30%).
Поэтому в случае надежной системы обезвреживания цианистых стоков проблема замены цианистых электролитов определяется не столько степенью воздействия на окружающую природу, сколько санитарно-гигиеническими условиями труда при приготовлении и эксплуатации этих электролитов, а также необходимостью организации отдельных систем обезвреживания циансодержащих сточных вод и другими технико-экономическими моментами. Если же заменять цианистые электролиты на аммиакатные, то это может вызвать дополнительные трудности при очистке сточных вод, содержащих медь [4, c. 162].
2. Анализ эффективности очистки гальванических стоков на Санкт-Петербургском заводе гальванических изделий
2.1 Динамика основных показателей очистки гальванических стоков
Сточные воды, поступающие на централизованную заводскую станцию очистки, содержат комплекс неорганических и органических соединений с различными физико-химическими свойствами. Анализ состава сточных вод производства, дает следующие усредненные концентрации вредных ингредиентов в этих сточных водах (мг/л): общая минерализация - до 2000; взвешенные вещества - до 400; азот аммонийный - до 30; сульфаты - до 500; хлориды - до 1000; жиры и масла - до 25; железо - до 50; медь - до 35; никель - до 40; цинк - до 25; хром+3 - до 130; хром+6 - до 120; кадмий - до 2; фтор - до 2; цианиды - до 100. Такое разнообразие веществ и диапазонов их концентраций требует применения совокупности различных способов очистки сточных вод.
Однако до сих пор для нейтрализации стоков гальванических производств используется традиционный способ с применением растворов извести, при котором образуется большое количество солей кальция в осадке, что обусловливает трудности в переработке последнего [9].
Анализ организации промывки деталей в гальваническом производстве показывает, что проточная схема нерациональна по следующим причинам:
- вода подается в ванну промывки деталей независимо от процесса нанесения гальванических покрытий. На очистные сооружения сбрасывается вода независимо от концентрации солей тяжелых металлов в ней. Затраты воды в таком технологическом процессе неоправданно большие;
- практически отсутствует замкнутый цикл водооборота на производствах. Финансовые средства затрачиваются как на организацию процесса очистки, так и на водопользование.
Более целесообразной представляется организация локальной очистки воды для каждой ванны промывки деталей по схеме замкнутого оборота воды. При этом отсутствуют:
- потери электролита, уносимого деталями на своих поверхностях;
- практически отсутствуют сбросы воды на заводские очистные
сооружения и др. [9].
Выбор схемы и параметров установки очистки зависит от динамики поступления солей тяжелых металлов в ванну для промывки деталей. Данные по динамике поступлений солей тяжелых металлов в воду при наличии оборудования очистки в замкнутой схеме водооборота практически отсутствуют.
Были проведены исследования динамики изменения концентрации солей тяжелых металлов в такой схеме. Характерные изменения концентрации солей тяжелых металлов в ванне для промывки деталей в течение периода наблюдений на примере никеля приведен на рис. 1.
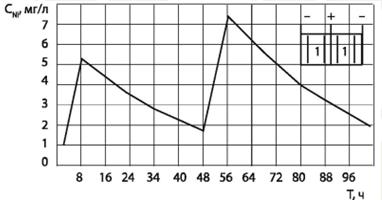
Рис. 1. Динамика изменения концентрации солей никеля в ванне для промывки деталей после гальванического процесса нанесения защитного покрытия
Для других солей тяжелых металлов (Cr, Cu, и др.) характер изменения концентраций практически не отличается. Изменяется только абсолютное значение концентрации солей тяжелых металлов, которое зависит от интенсивности и технологических особенностей процессов нанесения гальванических покрытий [7].
Другие рефераты на тему «Экология и охрана природы»:
Поиск рефератов
Последние рефераты раздела
- Влияние Чекмагушевского молочного завода на загрязнение вод реки Чебекей
- Влияние антропогенного фактора на загрязнение реки Ляля
- Киотский протокол - как механизм регулирования глобальных экологических проблем на международном уровне
- Лицензирование природопользования, деятельности в области охраны окружающей среды и обеспечения экологической безопасности
- Мировые тенденции развития ядерной технологии
- Негативные изменения состояния водного бассейна крупного города под влиянием деятельности человека
- Общественная экологическая экспертиза и экологический контроль