Характеристики локомотивов
Кузов тепловоза. На тепловозе М62 кузов спроектирован на базе кузова с несущей рамой тепловозов ТЭЗ н 2ТЭ10Л. Чтобы повысить прочность и жесткость стенки кузова над дизелем по всему периметру с трех сторон сварены с рамой и смежными элементами, а не соединены болтами, как на тепловозах ТЭЗ и 2ТЭ10Л. Внутренняя обшивка кузова крепится самонарезными шурупами М4, непосредственно ввертываемыми в ме
таллические полки каркаса. Крепление обшивки непосредственно к металлическому каркасу снизило трудоемкость изготовления, а отмена деревянных брусков, применяющихся на тепловозах ТЭЗ и 2ТЭ10Л для крепления обшивки, улучшила противопожарную безопасность тепловоза.
Основным преимуществом кузова с несущей рамой является возможность организаций посекционной блочной сборки отдельных частей кузова в специализированных цехах и участках. В сборочный цех подаются готовые части кузова со смонтированным на нем оборудованием. Для транспортировки между цехами частей кузова используются специальные автомашины с приспособлением для погрузки и разгрузки. Такая организация производства позволяет сравнительно легко организовать складирование технологического задела кузовов на территории завода, не занимая железнодорожных путей. Дизель-генератор и другие механизмы во время сборки тепловозов устанавливают на открытой раме, что позволяет расширить фронт работ и облегчает подачу кузовов к местам их установки. После установки основного оборудования трубопроводов и монтажа проводов отдельные части кузовов с закрепленными на них механизмами опускают на раму и приваривают к ней и между собой.
Кузов тепловоза М62 (рис. 3) состоит из четырех частей: несущей рамы 4, блока передней кабины с кузовом над камерой электрооборудования (проставки) 1, блока задней кабины с холодильной камерой 3; кузова над дизелем 2 и путеочистителей 5. Конструкция передней и задней кабины одинаковая. В 1964г. кузов был всесторонне испытан на прочность. Испытания показали, что кузов полностью удовлетворяет требованиям прочности по усталости, а также прочности при предельных статической и ударной нагрузках 250 тс. Кроме того, кузов обладает необходимой прочностью при аварийной подъемке тепловоза. При аварийной подъемке полностью экипированного тепловоза его можно поднимать вместе с тележкой за один конец рамы (за выступы для крепления буферов), если рама опирается противоположным концом на другую тележку. При этом тележка поднимается вместе с кузовом при помощи специального устройства, размещенного в шкворне рамы.
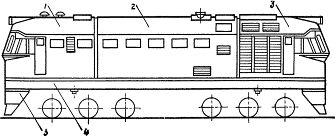
Рис. 3 Кузов тепловоза:
1 — блок передней кабины с кузовом над камерой электрооборудования; 2—кузов над дизелем; 3 — блок задней кабины с холодильной камерой;
4 — несущая рама; 5 — путеочиститель
Положительную роль в уменьшении шума в кабине машиниста сыграла выбранная компоновка тепловоза, предусматривающая установку промежуточных стенок между кабинами и дизельным помещением, образующих тамбуры. Уменьшению шума также способствовала установка дизель-генератора на резиновых амортизаторах и глушителя выпуска отработавших газов дизеля. Спектрограмма шума в кабине машиниста представлена на рис. 4.

Рис. 4 Спектры шума в кабинах А и Б тепловозов М62 и 2ТЭ116:
1 - место машиниста кабины А тепловоза М62;
2 — место машиниста кабины Б тепловоза М62;
3 — место машиниста секции А тепловоза 2ТЭ116; 4 — место машиниста секции Б тепловоза 2ТЭ116; 5 — спектрограмма воздушного шума в кабине машиниста тепловоза 2ТЭ10Л в обычном исполнении
2.2 Главная рама
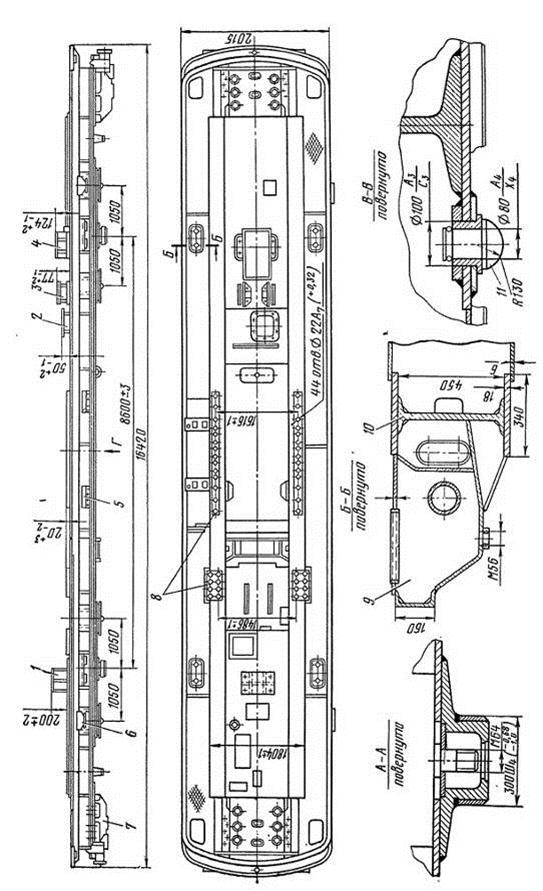
Рама кузова сварной конструкции. Основными несущими элементами рамы (рис. 5) являются две продольные балки 10, выполненные из двутавровых балок № 45а, усиленных сверху и снизу полосами сечением 18 X 340 мм. Наружный контур рамы выполнен из швеллера № 16. По концам к продольным балкам приклепаны заклепками и прерывистой сваркой литые стяжные ящики 7. В них установлены поглощающие аппараты, к которым крепятся автосцепки СА3 или тяговый крюк. На переднем торце стяжных ящиков предусмотрено место для крепления буферов, а снизу прикреплены путеочистители.
Продольные балки между собой соединены вертикальными поперечными листами толщиной 10—14 мм, а с обносным швеллером — фигурными кронштейнами. Внутри рамы между продольными балками вварены воздухопроводы для подачи воздуха на охлаждение тяговых двигателей и уложены кондуиты из цельнотянутых труб, в которые заложены силовые кабели и провода цепей управления. Низ рамы между продольными балками покрыт стальными листами толщиной 6 мм, а остальная часть покрыта листами толщиной 10—12 мм. На верхней части рамы между продольными балками имеются углубления для размещения дизель-генератора и гидропривода вентилятора холодильной камеры.
Между продольными балками и обносным швеллером приварены настильные листы толщиной 4 мм. В местах, где настильные листы образуют пол тепловоза, приварены рифленые листы толщиной 4 мм. В средней части рамы с наружной стороны продольных балок приварены по два кронштейна 5 для крепления топливного бака. Снизу рамы на листах толщиной 18 мм приварены два литых шкворня наружным диаметром 300 мм, имеющих сменные кольца. Вокруг каждого шкворня на диаметре 2730 мм расположены четыре шаровых опоры 11 для передачи веса надтележечного строения. Рама в этих местах имеет усиления. В зоне передних и задних опор на усиленном кронштейне к обносному швеллеру приварены опоры 6 для подъема тепловоза на домкратах при ремонтах. Недалеко от шкворня между обносным швеллером и продольными балками вварены четыре бункера песочной системы 9 емкостью по 125 кг каждый.
|
Рис. 5. Главная рама: 1 —опора компрессора; 2 — опора вентилятора; 3 — опора заднего распределительного редуктора; 4 — опора гидропривода; вентилятора; 5 — крон-штейн; 6 - опора для подъёма тепловоза; 7 - стяжной ящик; 8 - опора дизель-генератора; 9 - бункер песочницы; 10 - продольная балка; 11- шаровая опора |
Все литые детали рамы тепловоза — стяжные ящики, шкворни, опоры для подъемки — отлиты из стали 25ЛП. Шкворневые кольца выполнены из стали 50 и термообработаны до твердости НВ-255—305. Продольные двутавровые балки и усиливающие полосы изготовлены из стали ВСтЗсп, все остальные детали — из стали БСтЗнт. Сварка применена в основном полуавтоматическая в среде углекислого газа. Для приварки литых деталей применен электрод Э42 или полуавтоматическая сварка под слоем флюса. Сварную раму обрабатывают на специальном станке, где с одной установки одновременно снизу обрабатываются восемь отверстий диаметром 100A3 для шаровых опор и подрезаются их торцы, а сверху фрезеруются и сверлятся платики для установки дизель-генератора и других механизмов. Заданная точность обработки гарантируется настройкой станка.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск