Организация работы участка по ремонту автосцепного оборудования вагонов
Наплавляют при износе от 3 до 8 мм. •Заварка трещин 11 (Рис. 20) перемычки между отверстием для сигнального отростка замка и отверстием для направляющего зуба замка.
Разрешается заваривать, если трещина не выходит на вертикальную стенку кармана. •Наплавка шипа для навешивания замкодержателя. Перед наплавной требуется дополнительный местный подогрев. •Наплавка изношенных стенок 12 (Рис. 20)
отверстия валика подъемника. Разрешается при всех ремонта.
Замок
•Наплавка изношенной замыкающей поверхности 1 (Рис. 21) замка. Твердость наплавленного металла должна быть не менее НВ 250. Изношенные поверхности замков автосцепок рефрижераторных и пассажирских вагонов должны после механической обработки закаливаться до твердости НВ 400—450.
•Приварка шипа 2 (Рис. 21) для навешивания предохранителя или наплавка изношенной его части. После наплавки производят механическую обработку до чертежных размеров. •Наплавка задней кромки 3 (Рис. 21) овального отверстия для валика. Износ не должен превышать более 8 мм. •Приварка отломавшегося сигнального отростка 4 (Рис. 21) замка. Применяют электроды типа Э42А или Э46.
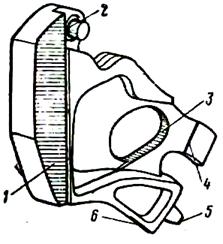
Рис. 21
•Наплавка изношенной радиальной опоры и направляющего зуба 5 (Рис. 21). Применяют электроды марки УОНИ-13/85 или порошковую проволоку марки ПП-ТН250. •Наплавка изношенных мест 6 (Рис. 21) нижней части замка. Применяют электроды марки УОНИ-13/85 или порошковую проволоку марки ПП-ТН250.
Замкодержатель
•Заварка трещин 1 (Рис. 22) в замкодержателе. Допускается заваривать только одну трещину. •Наплавка изношенных частей 2 (Рис. 22) замкодержателя. Рекомендуется электроды марки УОНИ-13/85 или порошковая проволока марки ПП-ТН250.
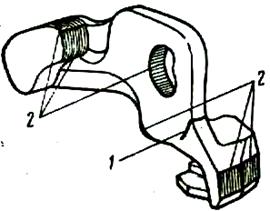
Рис. 22
Предохранитель замка
•Наплавка изношенных поверхностей 1 (Рис. 23). Наплавляют при любом износе.
Предохранитель, отлитый из стали Г13ФЛ ремонту сваркой не подлежит.
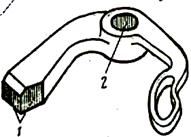
Рис. 23
•Заварка изношенного отверстия 2 (Рис. 23) предохранителя. Величина разработки не ограничивается.
Подъемник замка.
•Наплавка изношенных поверхностей 1 (Рис. 24) подъемника. Износ не ограничивается.

Рис. 24
Валик подъемника
•Наплавка изношенных поверхностей 1 (Рис. 25).
Рекомендуется электроды марки УОНИ-13/85 или порошковая проволока марки ПП-ТН250.
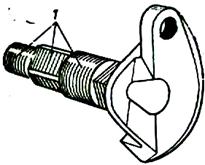
Рис. 25
Механическая обработка
Обработка наплавленных поверхностей деталей автосцепки производится с применением фрезерных, строгальных станков, шлифовальных машинок и специализированной оснастки до альбомных размеров.
Клеймение и окраска
После ремонта и проверки шаблонами на замок, замкодержатель, предохранитель, подъемник, валик подъемника, собранную автосцепку, ставят клейма. Клейма на деталях ставят в определенных местах. Например, на собранной автосцепке клеймо должно быть расположено на расстоянии 180 мм от упора и на 80 мм от верха головы корпуса. Все старые клейма должны быть зачищены. Клеймо состоит из номера ремонтного пункта и даты ремонта цифрами высотой не менее 6 мм на глубину 0,25 мм (например, клейм не допускается. После приемки детали автосцепного устройства окрашивают черной краской, за исключением внутренних поверхностей зева корпуса и поглощающего аппарата, а также деталей механизма. Сигнальный отросток замка должен быть окрашен в красный цвет. Не допускается смазывать детали механизма автосцепки и поверхности трения поглощающих аппаратов.
Проверка.
Контур зацепления собранной автосцепки проверяютпроходным шаблоном 828р, при этом лапу замкодержателя вжимаютзаподлицо с ударной поверхностью зева корпуса.Шаблон должен свободно проходить по всей высоте головыавтосцепки. Проверку действия механизма автосцепки выполняют в следующем порядке: проверяют действие предохранителя замка от саморасцепа; убеждаются в отсутствии преждевременного включения предохранителя; контролируют обеспечение удержания механизма в расцепленном положении; выявляют возможность расцепления сжатых автосцепок (т. е. когда лапа замкодержателя прижата заподлицо с ударной стенкой зева); проверяют уход замка от вертикальной кромки малого зуба при включенном предохранителе; контролируют расстояние от вертикальной кромки малого зуба до кромки замка в его нижнем свободном положении и от кромки замка до кромки лапы замкодержателя по горизонтали; проверяют положение лапы замкодержателя относительно ударной стенки зева, когда замок находится в заднем крайнем положении.
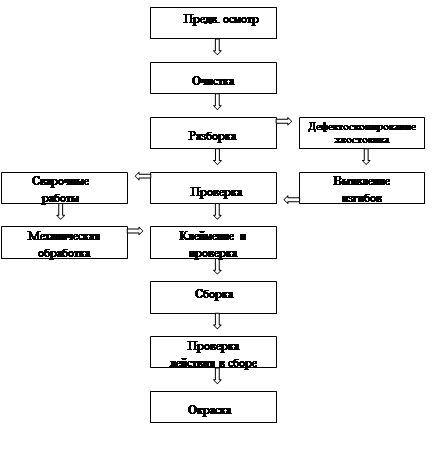
Схема технологического процесса
2.4 Качество работы участка, показатели качества продукции вагонного депо. Организация технического контроля
Современная рыночная экономика предъявляет принципиально иные по сравнению с централизованной экономикой требования к качеству выпускаемой продукции. Выживаемость организации, ее устойчивое положение на рынке транспортных услуг определяется уровнем конкурентоспособности. В свою очередь конкурентоспособность связана с двумя показателями уровнем цены и уровнем качества продукции, причем второй фактор в связи с созданием конкурентной среды вагоноремонтных организаций постепенно выходит на первое место.
Качество — это авторитет организации, увеличение прибыли, рост процветания, и работа по управлению качеством — главная задача всего персонала — от руководителя до конкретного исполнителя.
Качество продукции важнейший показатель вагонного депо. Повышение качества ремонта вагонов в значительной мере определяется ростом эффективности производства, экономией всех видов ресурсов, используемых в депо.
Качество — это совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением.
Качество ремонта вагонов определяется обеспечением бесперебойности их работы в эксплуатации, и, прежде всего безопасности движения. Общие для всех частей вагонов показатели качества долговечность, надежность, ремонтопригодность, экономичность в эксплуатации и после ремонта.
Долговечность — свойство вагона сохранять работоспособное состояние до наступления предельного состояния при установленной системе технического обслуживания.
Надежность — свойство вагонов сохранять во времени в установленных пределах значения всех параметров, характеризующих способность выполнять требуемые функции в заданных режимах и условиях применения технического обслуживания, ремонтов, хранения и транспортировка
Ремонтопригодность - свойства вагона, заключающиеся в приспособленности к предупреждению и обнаружению причин возникновения отказов, повреждений, поддержанию и восстановлению работоспособного состояния путем проведения технического обслуживания и ремонта. Работоспособность — состояние вагона, при котором значения всех параметров соответствуют требованиям нормативно-технической и конструкторской документации.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск