Технология восстановления гильзы цилиндра автомобиля КАМАЗ
Содержание
1. Анализ конструкции изделия
2. Дефектация
3. Возможные маршруты восстановления
4. Маршрут восстановления гильзы цилиндра
5. Список литературы
6. Приложения
Анализ конструкции изделия
Гильзы цилиндров являются тонкостенными оболочками, т.е. эти детали имеют тонкие стенки, большие диаметры и длину. У автомоби
лей КамАЗ они мокрого типа, отлиты из специального чугуна с перлитной структурой твердостью HRCэ 42…50. Рабочая поверхность гильзы закаливается токами высокой частоты и тщательно шлифуется и полируется.
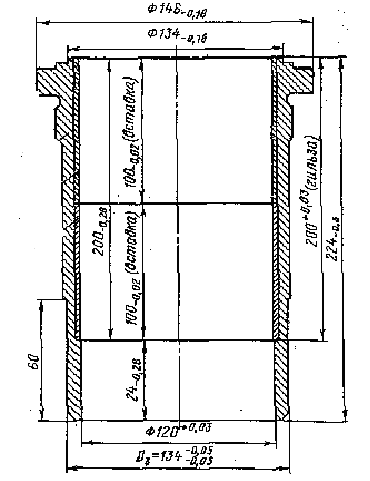
Рисунок 1 – Гильза цилиндра КамАЗ-740
В верхней части гильзы имеется упорный бурт, нижней плоскостью которого гильза устанавливается на соответствующий упорный торец блока цилиндров. Верхний торец бурта имеет выступ, предохраняющий прокладку головки цилиндров от непосредственного воздействия на нее горячих газов, а выступание бурта над плоскостью блока обеспечивает надежное уплотнение газового стыка. Центрирование гильзы осуществляется при помощи двух обработанных поясов – верхнего и нижнего, размещенных на ее наружной поверхности.
Нижний пояс гильзы уплотняется двумя резиновыми кольцами, которые устанавливаются в канавках блока, предотвращая тем самым попадание воды из водяной рубашки блока в полость масляного картера двигателя.
Уплотнение гильзы в верхней части надежно осуществляется упорным буртом и прокладкой головки цилиндров.
Дефектация
При дефектации гильза цилиндра вначале подвергается внешнему осмотру с целью обнаружения явных дефектов (коррозия, трещины, вмятины и т.д.), а также дефектов с признаками окончательного брака (поломки, сколы, пробоины и т.п.). Затем ее проверяют на специальных приспособлениях и приборах для выявления микротрещин, определения степени смещения поверхностей относительно друг друга, измерения твердости, упругости и т.д. Затем выполняют обмер рабочих поверхностей гильзы цилиндра.
Такая последовательность дефектации позволяет избежать лишней работы в тех случаях, когда деталь имеет признаки явных дефектов или брака.
Таблица 1 – Перечень возможных дефектов гильз цилиндров
|
Возможные дефекты |
Рекомендуемые способы ремонта детали |
|
износ внутренней рабочей поверхности |
Растачивание, запрессовка пластины, хонингование |
|
конусообразность |
-------------------- |
|
некруглость |
-------------------- |
|
задиры |
Браковать при наличии глубоких задиров |
|
риски на внутренней рабочей поверхности |
Браковать при наличии глубоких рисок |
|
износ посадочных поясков и опорных буртов |
Вибродуговая наплавка или контактная приварка ленты |
|
кавитационные разрушения на наружной поверхности |
Нанесение эпоксидной композиции |
|
коррозия |
Растачивание, запрессовка пластины, хонингование |
|
трещины |
Браковать |
Возможные маршруты восстановления
 | |||
| |||
![]()
![]()
![]()
|
|
|

Маршрут восстановления гильзы цилиндра
Рабочая (внутренняя) поверхность гильзы изнашивается наиболее интенсивно, так как на эту поверхность попадают абразивные частицы из топливно-воздушной смеси, из масла. Детали сопряжения гильза—поршень—поршневые кольца работают при высоких температурах, затрудненной смазке, повышенном давлении, в агрессивной среде, что также является причиной интенсивного износа внутренней поверхности гильз. Коррозионные и кавитационные разрушения бывают весьма значительными.
Обычно гильзы при определении технического состояния выбраковывают в случае наличия трещин, глубоких задиров и рисок на внутренней поверхности, сколов, износе внутренней рабочей поверхности более 0,4 мм и опорного бурта по высоте более 0,3 мм.
Очистка гильз от накипи и следов коррозии наиболее эффективна металлическим песком в специальной установке. В качестве очищающей среды используют косточковую или пластмассовую крошку, стеклянные шарики и гранулы сухого льда. Косточковая крошка (дробленная скорлупа фруктовых косточек) подается потоком сжатого воздуха, движущегося с высокой скоростью, на поверхность с нагаром под давлением 0,3…0,6 МПа. Частицы, с силой ударяясь о поверхность детали, разрушают и удаляют нагар и другие загрязнения, при этом, не нарушая шероховатости поверхности детали. Очистка поверхностей деталей косточковой крошкой выполняется в специальных установках. Перед обработкой косточковой крошкой с поверхности с нагаром должны быть удалены масляные загрязнения.
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск