Технология восстановления гильзы цилиндра автомобиля КАМАЗ
Приложение 2
Технологическая карта на восстановление рабочей поверхности гильзы цилиндра КамАЗ
|
|
Деталь |
Гильза цилиндра | ||||
|
Номер детали | ||||||
|
Материал |
Специальный чугун | |||||
|
Твердость |
HRC 42…50 | |||||
|
N |
Наименование операции |
Оборудование |
Приспособление |
Инструмент | ||
|
Рабочий |
Измерительный |
Примечание | ||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
Мойка и очистка гильзы цилиндра от маслянных загрезнений |
Моечная ванна |
Захват |
Щетка | ||
|
2 |
Удаление нагара |
Установка пескоструйного типа | ||||
|
3 |
Расточка рабочей поверхности гильзы |
Алмазно-расточный станок |
Спец. Приспособление |
Резец с вставкой из Эльбора-Р |
Нутромер | |
|
4 |
Запресовка свернутой пластины |
Пресс |
Спец. Приспособление |
Натяг 0,18…0,20 мм | ||
|
5 |
Хонингование рабочей поверхности гильзы |
Вертикально-хонинговальный станок |
Спец. Приспособление |
Шероховатость Ra=0,16мкм, овальность и конусность не более 0,025мм | ||
|
6 |
Мойка и очистка раб. Поверхности |
Моечная ванна |
Захват |
Щетка | ||
|
7 |
Контроль качества |
Стол контролера |
Нутромер индикаторный | |||
Приложение 3
Операционная карта на расточку отверстия гильзы цилиндра КамАЗ
|
|
Деталь |
Гильза цилиндра | |||||
|
Номер детали | |||||||
|
Материал |
Специальный чугун | ||||||
|
Твердость |
HRC 42…50 | ||||||
|
Оборудование |
Алмазно-расточный станок | ||||||
|
N |
Переходы |
Приспособление |
Инструмент |
Режим обработки |
Норма времени |
Примечание | |
|
1 |
Установить приспособление на суппорте станка |
Спец. приспособление для базирования гильзы цилиндра |
Индикаторная головка ИРБ ГОСТ 5584-75 |
3 | |||
|
2 |
Установить гильзу цилиндра в приспособление, отцентрировать и закрепить |
Спец. ключ |
Индикаторное присписобление совмещения оси гильзы с осью шпинделя |
3 | |||
|
3 |
Настроить станок на режим обработки |
Резец с вставкой из Эльбора-Р |
Скорость резания 80 мм/мин, подача 0,03 мм/об, |
0,5 | |||
|
4 |
Подвести головку к гильзе цилиндра, настроить на размер |
Штатив |
Индикаторная головка ИРБ ГОСТ 5584-75 |
1,5 | |||
|
5 |
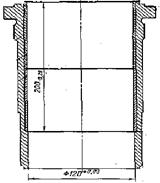
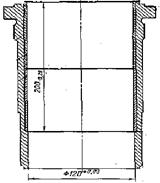
Включить подачу и произвести расточку по длине 200+0,03 |
Скорость резания 80 мм/мин, подача 0,03 мм/об, глубина резания 0,1мм |
3 | ||||
|
6 |
Проиерить размер, при необходимости повторить операции 4 и 5 |
Индикаторный нутромер |
2 | ||||
|
7 |
Открепить гильзу цилиндра, снять со станка и уложить в тару |
0,5 | |||||
Другие рефераты на тему «Транспорт»:
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск