Контроль качества продукции
Хmax =64,96 ; Хmin =64,86; R = Хmax-Xmin +2е = 64,96-64,86 +2*0,01 = 0,12
е – погрешность измерения, принимаем равной: е = 0,01
Определяем ширину интервала по формуле:
![]() (2.1)
(2.1)
Определяем ширину интервала
![]()
Определяем границы интервала по формула
м:
![]() (2.2)
(2.2)
![]() (2.3)
(2.3)
где НГ и ВГ – соответственно верхняя и нижняя границы интервала
Все полученные значения сводим в таблицу 2.1
Гистограмму представим на рис 2.1
Таблица 2.1
Количество попаданий в интервал.
|
№ |
Нгi |
ВГi |
Ср.зн. |
Попад |
|
1 |
64,85 |
64,862 |
64,86 |
1 |
|
2 |
64,862 |
64,874 |
64,87 |
1 |
|
3 |
64,874 |
64,886 |
64,88 |
8 |
|
4 |
64,886 |
64,898 |
64,89 |
25 |
|
5 |
64,898 |
64,91 |
64,9 |
53 |
|
6 |
64,91 |
64,922 |
64,92 |
6 |
|
7 |
64,922 |
64,934 |
64,93 |
3 |
|
8 |
64,934 |
64,946 |
64,94 |
0 |
|
9 |
64,946 |
64,958 |
64,95 |
2 |
|
10 |
64,958 |
64,97 |
64,96 |
1 |
Гистограмма
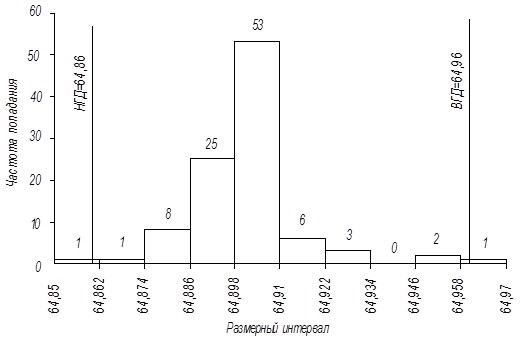
Рис. 2.1
Вывод по гистограмме см. раздел 5 данной работы.
3. Диаграмма Исикавы
Диаграмма Исикавы – это схема, показывающая отношение между показателем качества контролируемого размера детали (результат) и воздействующими на него факторами (причины).
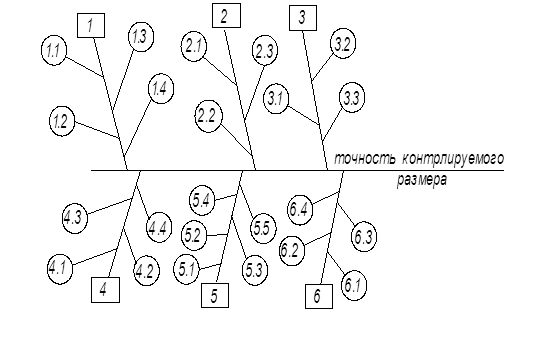
Схема 3.1
Таблица 3.1
Причины, влияющие на технологический процесс.
|
1. заготовка |
1.1 твердость |
1.2 точность размеров |
|
1.3 погрешность формы поверхностей |
1.4 погрешность расположения поверхностей | |
|
2. приспособление |
2.1 Погрешность изготовления |
2.2 погрешность установки на станке |
|
2.3 погрешность базовых поверхностей | ||
|
3. инструмент |
3.1 материал |
3.2 геометрия |
|
3.3 износ | ||
|
4. оборудование |
4.1 специальное |
4.2 специализированное |
|
4.3 универсальное |
4.4 станки с ЧПУ | |
|
5. обработка |
5.1 режимы |
5.2 охлаждение |
|
5.3 вибрации |
5.4 время (машинное) | |
|
5.5 количество смен | ||
|
6. внешние факторы |
6.1 пыльность |
6.2 загазованность |
|
6.3 освещенность |
6.4 температура окружающей среды | |
4. Составление карт контроля
Карта контроля является графическим представлением характеристик технологического процесса и предназначена для оценки степени статистической управляемости технологического процесса. Различают контрольные карты по количественному и альтернативному признаку. Составление карт контроля сводится к построению графиков разброса средней величины контролируемого параметра и размаха выборки. В рамках данной практической работы используем контрольные карты, характеризующиеся количественным признаком. В таких контрольных картах используем количественные значения, получаемые в результате измерения непрерывной случайной величины, служащей характеристикой техпроцесса.
Под непрерывной величиной понимаем случайную величину, принимающую все значения случайных величин находящихся в выборке из некоторого конечного или бесконечного промежутка, которая характеризуется плотностью распределения непрерывной функции, позволяющей вычислить вероятность попадания случайной величины в заданный интервал
Для осуществления построения контрольных карт необходимо произвести следующие вычисления:
Определим выборочное среднее значение размера и размаха подгруппы по формулам:
![]() (4.1)
(4.1)
где Х1, Х2… Хn – контролируемые значения размеров деталей принадлежащие i-ой подгруппе;
n – количество контролируемых размеров деталей в подгруппе
Среднее значение размаха контролируемых значений деталей принадлежащих i-ой подгруппе определим по формуле:
![]() (4.2)
(4.2)
Другие рефераты на тему «Производство и технологии»:
Поиск рефератов
Последние рефераты раздела
- Технологическая революция в современном мире и социальные последствия
- Поверочная установка. Проблемы при разработке и эксплуатации
- Пружинные стали
- Процесс создания IDEFO-модели
- Получение биметаллических заготовок центробежным способом
- Получение и исследование биоактивных композиций на основе полиэтилена высокой плотности и крахмала
- Получение титана из руды