Бесстыковой путь и особенности его конструкции
Активному внедрению бесстыкового пути на железных дорогах Сибири и Дальнего Востока предшествовала большая подготовительная работа, в ходе которой рельсосварочные предприятия, где сваривались рельсы длиной 25 м, переоборудованы для сварки плетей бесстыкового пути длиной 800 м. Организованы новые рельсосварочные предприятия, обеспеченные специализированными составами для перевозки плетей. В путе
вых машинных станциях создана и расширяется производственная база для сборки рельсо-шпальной решетки с железобетонными шпалами, пополняется парк путевых машин для укладки и ремонта бесстыкового пути. Дистанции пути оснащаются инструментом, механизмами, машинами для текущего содержания, планово-предупредительного ремонта бесстыкового пути, средствами контроля его состояния (динамометрическими ключами, рельсовыми термометрами).
В это же время была разработана нормативно-техническая документация, учитывающая специфику работы бесстыкового пути в условиях Сибири и Дальнего Востока. Параллельно проведена большая работа по подготовке кадров для обслуживания бесстыкового пути. Только на Дальневосточной дороге в течение 1997- 1998 гг. обучено более 4000 чел.
На железных дорогах Сибири и Дальнего Востока в ближайшие 10- 15 лет прирост полигона бесстыкового пути будет осуществляться преимущественно за счет использования новых материалов. На дорогах европейской части России бульшую часть прироста бесстыкового пути планируется получить за счет использования старогодных материалов. Уже в 1999 г. на сети дорог повторно уложено в главные пути 70 % старогодной решетки с железобетонными шпалами, при этом основная часть ее пошла на бесстыковой путь.
Постоянно наращивается объем работ по сохранению и повторной укладке в путь старогодных рельсовых плетей (рис. 6).
|
|
|
Рис. 6. Полигон повторной укладки в путь старогодных (снятых с пути после первого периода эксплуатации) рельсовых плетей бесстыкового пути на железных дорогах России |
Еще медленно, но все же увеличиваются и объемы перекладки рельсовых плетей с переменой рабочего канта в кривых, где наблюдается интенсивный боковой износ головки рельса (рис. 7).
|
|
|
Рис. 7. Полигон перекладки рельсовых плетей бесстыкового пути на железных дорогах России |
Этому способствуют разработанные и внедренные нормативная база, технология и технические средства, такие, как устройство для перекладки плетей УППВ-1 (рис. 8).
|
|
|
Рис. 8. Технологическая схема перекладки рельсовых плетей бесстыкового пути с переменой рабочего канта и применением УППВ-1 |
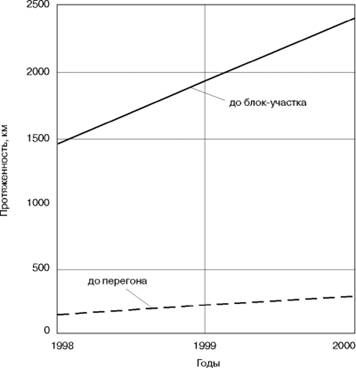
Наиболее слабым местом бесстыкового пути являются уравнительные пролеты. На содержание и ремонт уравнительных пролетов и примыкающих к ним "дышащих" концевых (длиной 50- 70 м) участков рельсовых плетей приходится почти 50% общих затрат средств и труда. Поэтому в настоящее время на железных дорогах России интенсивно ведутся работы по увеличению длины плетей как эксплуатируемых, так и вновь укладываемых с доведением ее до длины блок-участка, перегона (рис. 9).
|
|
|
Рис. 9. Общая протяженность рельсовых плетей длиной до блок-участка и перегона на железных дорогах России |
В массовом масштабе к этим работам приступили в 2000 г. Они пока не смогли существенно повлиять на среднюю по сети дорог длину плетей, которая на 1 января 2000 г. составила 570 м. Большое влияние на величину этого показателя оказывает существовавшая ранее практика укладки рельсовых плетей длиной 400, 600м, а также наличие большого числа плетей, как правило, на станционных путях между стрелочными переводами длиной менее 250 м, число которых на 1января 2000г. составляло почти 9 % общего числа рельсовых плетей, имеющихся на сети.
Применение до последнего времени на железных дорогах России в основном относительно коротких (800 м и менее) рельсовых плетей обусловлено рядом объективных причин, основными из которых являются:
технология среднего ремонта пути с очисткой щебня машинами типа ЩОМ с подъемкой рельсо-шпальной решетки, требующая разрезки длинных плетей на короткие и проведения разрядки напряжений в них;
отсутствие эффективного оборудования и технологий обеспечения одинаковой температуры закрепления длинных плетей по всей длине.
По мере оснащения сети машинами для глубокой очистки щебня, не создающими в процессе работы дополнительных напряжений в рельсовых плетях, распространения гидравлических устройств для введения плетей бесстыкового пути в оптимальную температуру и разработки соответствующих технологий ограничения в сварке плетей длиной до блок-участка были сняты. Эта практика является обязательной при укладке плетей, в том числе из старогодных рельсов.
Дальнейшему увеличению длины плетей до длины перегона способствуют начавшийся рост протяженности участков с рельсовыми цепями тональной частоты, а также разработка и широкое внедрение высокопрочных изолирующих стыков с сопротивлением сдвигу не менее 2,5 МН.
Основными на бесстыковом пути являются термически упрочненные рельсы типа Р65. Однако имеются и участки с рельсами Р75 и Р50 (таблица), которые в перспективе будут заменены на рельсы Р65.
|
Протяженность бесстыкового пути на главных путях железных дорог России | |||
|
Год |
Длина бесстыкового пути, км, с рельсами типа | ||
|
Р75 |
Р65 |
Р50 | |
|
1997 |
173,9 |
34 830,2 |
399,9 |
|
2000 |
269,9 |
39 078,2 |
310,1 |
Наметились и качественные изменения в изготовлении рельсов для бесстыкового пути. В частности, начат выпуск рельсов Р65 повышенной прямолинейности, которые в первую очередь будут укладываться на участках пассажирского движения с повышенными скоростями, увеличивается выпуск рельсов Р65 повышенной морозостойкости, предназначенных для регионов Сибири и Дальнего Востока.
Другие рефераты на тему «Транспорт»:
- Неразрушающий контроль узлов и деталей, системы технического диагностирования
- Автомобильная промышленность Германии в условиях мирового финансового кризиса
- Микропроцессорные системы управления АМТС
- Расчет годовой производственной программы по техническому обслуживанию и текущему ремонту большегрузных автомобилей
- Железнодорожный транспорт России
Поиск рефератов
Последние рефераты раздела
- Проект пассажирского вагонного депо с разработкой контрольного пункта автосцепки
- Проектирование автомобильных дорог
- Проектирование автотранспортного предприятия МАЗ
- Производственно-техническая база предприятий автомобильного транспорта
- Расчет подъемного механизма самосвала
- Системы автоблокировки
- Совершенствование организации движения и снижение аварийности общественного транспорта в городе Витебск